|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
摩擦焊焊接工艺 |
|
|
newmaker |
|
工艺特点
1)焊接施工时间短,生产效率高。例如发动机排气门双头自动摩擦焊机的生产率可达800~1200件/h。对于外Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒钟。
2)因焊接热循环引起的焊接变形小,焊后尺寸精度高,不用焊后校形和消除应力。用摩擦焊生产的柴油发动机预燃烧室,全长误差为
±0.1mm;专用焊机可保证焊后的长度公差为±0.2mm,偏心度为0.2mm。
3)机械化、自动化程度高,焊接质量稳定。当给定焊接条件后,操作简单,不需要特殊的焊接技术人员。
4)适合各类异种材料的焊接,对常规熔化下不能焊接的铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。
5)可以实现同直径、不同直径的棒材和管材的焊接。
6)焊接时不产生烟雾、弧光以及有害气体等,不污染环境。同时,与闪光焊相比,电能节约5~10倍。但是,摩擦焊也具有如下缺点与局限性。
1)对非圆形截面焊接较困难,所需设备复杂;对盘状薄零件和薄壁管件,由于不易夹固,施焊也比较困。
2)对形状及组装位置已经确定的构件,很难实现摩擦焊接。
3)接头容易产生飞边,必须焊后进行机械加工。
4)夹紧部位容易产生划伤或夹持痕迹。
接头形式设计
连续驱动摩擦焊可以实现棒材-棒材、管材-管材、棒材-管材、棒材-板材及管材-板材的可靠连接。接合面形状对获得高质量的接头非常重要,图12给出了常用的接头形式。图12a的接头形式具有相同形状的接合面,如果是同种材料,两者的产热及散热均相同,温度场对称,可以获得较宽的焊接参数和得到可靠性高的接头。如果是异种材料连接,因材料的物理性能不同,产热及散热不一样,温度场不对称,需要在寻找合适的焊接参数和质量上下功夫。在实际生产中类似图12b的接头形式较多,两个待焊件的直径不同,此时需将直径大的材料进行焊前加工出凸台,使接合部位的形状相同。为了节省焊前加工的生产成本,可以采用图12c的接头形式直接进行焊接,但应保持使大直径的接合面不产生倾斜;同时,要增大摩擦压力,必须在短时间内停止相对运动,要求设备要有好的刚性。薄板和棒材的摩擦焊接头形式如图12d所示,对设备的同心度要求高。如果是异种材料连接,高温强度好的母材应采用较小的直径。12e是具有一定斜度的接头形式,主要用于机械设备中齿轮的摩擦焊。3-12f的接头允许一定量的飞边存在,主要用于柴油机燃烧室喷嘴、推土机下部动轮的制造。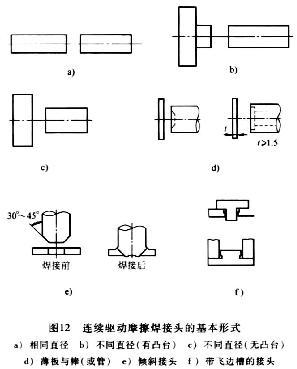
连续驱动摩擦焊接头形式在设计时主要遵循以下原则:
1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。
2)焊接工件应具有较大的刚度,夹紧方便、牢固,要尽量避免采用薄管和薄板接头。
3)同种材料的两个焊件断面尺寸应尽量相同,以保证焊接温度分布均匀和变形层厚度相同。
4)一般倾斜接头应与中心线成30°~45°的斜面。
5)对锻压温度或热导率相差较大的异种材料焊接时,为了使两个零件的顶锻相对平衡,应调整界面的相对尺寸;为了防止高温下强度低的工件端面金属产生过多的变形流失,需要采用模子封闭接头金属。
6)为了增大焊缝面积,可以把焊缝设计成搭接或维形接头。
7)焊接大断面接头时,为了降低加热功率峰值,可以采用将焊接端面倒角的方法,使摩擦面积逐渐增大。
8)对于棒-棒和棒-板接头,当中心部位材料被挤出形成飞边时要消耗更多的能量,而焊缝中心部位对扭矩和弯曲应力的承担又很少,所以,如果工件条件允许,可将一个或两个零件加工成具有中心孔洞,这样,既可用较小功率的焊机,又可提高生产率。
9)待焊表面应避免渗氮、渗碳等。
10)设计接头形式的同时,还应注意工件的长度、直径公差、焊接端面的垂直度、不平度和表面粗糙度。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(2/24/2017) |
|
| 汉中双戟摩擦焊接制造技术有限责任公司 联系方式:
|
| 网址: |
http://www.mocahan.cn/
|
电话:86 -0916 -2168126 |
| 地址: |
中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|