|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
石油钻杆的摩擦焊接和焊缝热处理工艺研究 |
|
|
作者:宝钢技术 |
|
摘要:根据油田的使用经验,钻杆的失效主要体现在焊缝及内加厚过渡带两个部位。在提高焊缝的安全性方面,目前国内外各大钻杆生产厂主要是通过摩擦焊接方法及适当的焊缝热处理工艺来提高焊缝的安全系数。根据石油钻杆摩擦焊接及焊缝处理技术发展状况,结合API标准对石油钻杆焊缝力学性能的基本要求,对照中国石油天然气的行业标准,对宝钢生产的石油钻杆进行了部分焊缝力学性能统计,分析了宝钢石油钻杆的质量保证能力。为提高焊缝的安全系数,提出石油钻杆的摩擦焊接及焊缝热处理工艺的实现方法,并重点指出摩擦焊接与焊缝热处理工艺实现中应注意的问题。
关键词:石油钻杆、摩擦焊接、热处理
1、前言
在油井管产品中,钻杆由于要直接承受打井作业过程中复杂的弯扭组合载荷,其油田服役的安全性显得至关重要。根据油田的使用经验,钻杆的失效主要体现在焊缝及内加厚过渡带两个部位。在提高焊缝的安全性方面,目前国内外各大钻杆生产厂家主要是通过摩擦焊接方法及适当的焊缝热处理工艺来提高焊缝的安全系数,当然,摩擦焊接工艺的可靠性是至关重要的。钻杆的生产流程如图1示。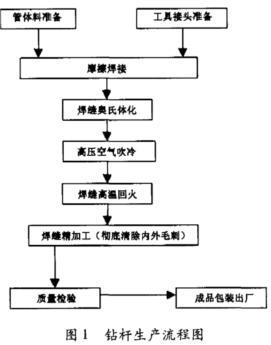
2、钻杆摩擦焊接及焊缝热处理技术发展现状
石油钻杆工具接头与管体之间的对焊从早期的电弧焊、闪光对焊逐步发展到当今的连续驱动摩擦焊接及惯性摩擦焊接,钻杆对焊的生产效率越来越高,焊缝的质量却是越来越好。目前,惯性摩擦焊接方法是最流行,也是最可靠的钻杆对焊方法。与其他焊接方法相比,惯性摩擦焊接方法有如下优点:
2.1惯性摩擦焊接方法焊接速度快,焊接热影响区窄,晶粒不容易长大,而普通弧焊方式则容易产生宽大的热影响区及晶粒长大现象。
2.2惯性摩擦焊接方法基本上不会产生焊接灰斑,而闪光对焊方法却较容易产生焊接灰斑而严重影响焊缝质量。
2.3惯性摩擦焊接过程中由于基本上不用刹车,因此这种方法要比连续驱动摩擦焊接方法更节约能量。
2.4与连续驱动摩擦焊接方法相比,惯性摩擦焊接方法的焊接时间大约是前者的一半,生产效率可以大大提高。
另外,为了提高焊缝的强韧性,钻杆对焊焊缝的热处理工艺也逐步由焊后回火工艺向焊后焊缝的调质工艺发展。这种焊后热处理方法显著增加了焊缝的抗疲劳断裂能力。
3、API标准对钻杆焊缝力学性能的基本要求
1997年12月的API SPEC 7的新版标准中,首次将钻杆对焊焊缝的工艺及性能要求明确地列入了标准中。其基本要求如下:
3.1焊缝必须要进行奥氏体化处理,而且其回火温度不可以低于593oC。
3.2为了保证焊接质量,对焊缝还必须进行100%的磁粉检验及超声波检验。
3.3钻杆对焊必须按批进行,对于每批(不超过400根)焊后的钻杆抽取1根进行力学性能解剖实验。
3.4做拉伸实验,要求焊区的截面强度(焊缝屈服强度*焊区截面积)大于钻杆管体的截面强度(管体屈服强度*管体不加厚部位的截面积)。
3.5焊缝的常温(21oC)冲击要求:a、每个接头取3个冲击样;b、3个试样的冲击平均值不小于16.3J;c、3个试样的最小冲击值不小于13.6J。
3.6整个焊缝热处理的热影响区范围内,任何一点的硬度值不能大于HRC 37(约347 HV/341 HB)。
4、钻杆的摩擦焊接工艺
4.1工具接头及管端的焊前预处理
4.1.1工具接头的预处理
为了保证焊缝的纯净,工具接头必须经过预处理后,才可以与预处理后的管体进行配焊。预处理的内容包括:a、用平面砂轮对将要进行配焊的接头端面进行打磨,其目的是为了去除接头端面上的锈迹及其它污染物;b、为了满足API标准的要求,必须在工具接头公螺纹的根部进行压印,注明焊接的年份、月份、钢级及生产厂家的名称。
4.1.2管体的预处理
对于经过加厚及整体调质处理的钻杆管体的管端必须进行管端加工,使得端面的尺寸达到配焊规定的尺寸。其预处理的内容包括:a、车削加厚端的外表面,使其接近工具接头焊接处的外径;b、对端面进行加工,去除端面的氧化铁皮,确保对焊表面干净。c、对钻杆的端头要镗内孔,使其达到配焊的尺寸。
4.2摩擦焊接基本过程
以宝钢的惯性摩擦焊机为例,由液压夹具将管体紧紧地夹持在焊接小车上,工具接头由卡套紧紧地夹持在主轴的中心,由电机带动主轴高速旋转,当主轴的转速达到设定值时,电磁离合器动作,将电机与主轴脱开。之后,焊接小车在液压的驱动下,带动管体向工具接头移动并通过焊机液压系统产生的顶锻压力将管体的端面紧紧地压在工具接头的端面上,从而产生大量的摩擦热,此热量使得焊接面上的金属迅速升温并塑性化,然后在顶锻压力的作用下被挤出焊接面,形成为内、外毛刺。当焊机主轴中贮存的能量消耗完后,主轴停止转动,延时保压后焊接过程结束。
此台焊机除了具有焊接功能外,还具有粗去毛刺的功能,即焊接过程结束后,乘着焊缝内毛刺还未冷却而用焊机上的冲头将红热的内毛刺基本冲除。之后,管身夹具松开,主轴启动并带动已焊好的钻杆旋转,利用外毛刺车削刀具将外毛刺基本去除。
4.3 焊接过程中需控制的输入、输出参数
输入参数有:焊接起始转速(输入), 主轴飞轮配重(输入), 顶锻压力(输入)。
输出参数有:焊接缩短量(输出)。
其中,焊接缩短量的控制最为关键,因为焊接缩短量是三个输入参数综合结果的体现。
4.4摩擦焊接参数的计算
4.4.1顶锻压力的计算
P1=Po*(D2-d2)/(2*(D12-d12))
注:P1:顶锻压力(Kg/cm2);Po:需要施加在焊接端面上的压力(Kg/cm2);D:管端外径(mm); d:管端内径(mm);D1:油缸活塞直径(mm);d1: 油缸活塞杆直径(mm)。
顶锻油缸的示意图如下图2示(宝钢摩擦焊机上实际配备了2个一样的油缸):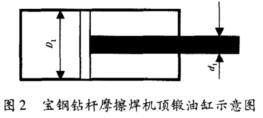
4.4.2焊机配重的计算
M1=Go*3.14*(D2-d2)/(2*3600*w2)-Mo
注:M1:焊机配重(Kg*m2);Mo:主轴转动惯量(Kg*m2);Go:焊接端面单位面积上所需要的能量(J/mm2);D: 管端外径(mm); d:管端内径(mm);w:主轴起始转速(转/分)。
4.4.3主轴起始转速的确定
对于没有生产过的新产品,首先要做焊机的焊接参数计算工作。根据宝钢钻杆生产线摩擦焊机的特性,主轴起始转速应选在1000转/分左右比较适宜。这样的转速既能够保证摩擦焊接质量的可靠性,也可以适当减轻主轴轴承的负担(转速越高,主轴轴承越容易损坏)。
4.5钻杆焊接工艺要点
4.5.1尽可能采用大压力、大惯量的硬焊接规范,这样既可以缩短焊接的时间,又窄化了焊区,为后道焊缝的调质处理奠定了较好的组织基础。
4.5.2焊接前对管端及工具接头的端面进行了充分的预处理,充分确保焊缝的纯净。
4.5.3焊机的参数监控系统很重要,它使得焊接缩短量的检测更加准确,并判断其是否达到了设定的标准。如果未能达到,系统则产生报警信号。通过这种方法可以大大提高焊缝焊合的可靠性。
4.5.4对焊接过程应进行全面的监视,由计算机系统实时记录下焊接过程的主轴转速—时间曲线、顶锻压力—时间曲线及焊接缩短量—时间曲线,并将这些数据保存在计算机硬盘上,随时备查询。
5、钻杆焊缝热处理
根据API SPEC 7标准的要求,石油钻杆在摩擦焊接工艺后必须对焊缝进行调质处理,即“淬火+高温回火”的处理。目前,宝钢钻杆都是采用油淬材质,如G105钻杆的材质34CrMo4,S135的材质是36CrNiMo4,这些材质的淬透性能都相当好。因此,在钻杆焊缝的热处理的冷却环节,即使仅仅采用高压空气吹冷,就可以在焊缝处产生90%以上的马氏体组织,并在随后的高温回火过程中转化为综合机械性能良好的回火索氏体组织。
5.1钻杆焊缝的奥氏体化
钻杆焊缝的奥氏体化是焊缝热处理的第1个重要过程,也是能耗最大的过程。通常考虑采用中频感应加热的方式进行钻杆焊缝的奥氏体化。因为中频感应加热方式不仅加热速度快,而且焊缝热影响区窄,一般情况下不会超过70mm,这样,便于后道高温回火工序对奥氏体化区域的覆盖。
5.2焊缝淬火
钻杆焊缝的淬火既可以采用水冷也可以采用高压空气冷却。水冷却的优点是淬透性好、噪声小,但是生产场地的环境难以控制;高压空气冷却的优点是生产场地环境整洁,但是淬透性较水冷却要差,而且噪声大。淬火环节究竟是采用水冷却还是高压空气冷却主要取决于钻杆的用材。若钻杆的材质本身是水淬材质,则应当采用水淬方式进行焊缝冷却;若钻杆的材质本身是油淬材质,则应当采用高压空气冷却方式进行焊缝冷却比较适宜,以防冷却速度过快而产生淬火裂纹。宝钢钻杆采用的是油淬材质,因此,宝钢钻杆的生产线采用的是高压空气吹冷方式。
5.3钻杆焊缝的高温回火
钻杆焊缝淬火后,硬度很高,内应力也很大,必须进行及时的高温回火。通常情况下,高温回火的加热方式也是中频感应加热。一般情况下,中频电源的频率在1000~2000Hz比较适宜。频率过高,会产生“积肤”效应,导致焊缝处内、外壁温度不均匀;频率过低将使得中频加热的效率降低。钻杆焊缝高温回火环节中要注意的主要问题有:
(1)根据不同的钻杆材质,回火温度要适当。回火温度过高,将产生过回火现象(回火索氏体被分解);回火温度过低,造成焊缝回火不充分,导致焊缝截面硬度超API标准的上限(347HV)。
(2)回火温度的测量和控制都非常重要。温度的测量最好是采用红外测温仪,回火过程温度的控制最好采用计算机闭环控制并保存好所有的生产档案以备随时追溯。
(3)回火必须要有足够的宽度,否则,将造成奥氏体化区域不能被完全覆盖,有可能产生钻杆的早期断裂失效。
6宝钢石油钻杆焊缝力学性能统计分析
6.1焊缝力学性能统计
对宝钢2003年生产的西127mm×9.19mms135钻杆,样本容量为31的焊缝力学性能指标进行了统计分析。统计分析结果见表1。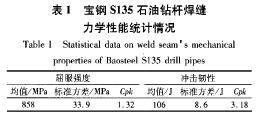
注:(1)按照我国Il油灭然气行、l 标准SY/T 64O7—1999:2的要求,s135钻杆的焊缝屈服强度下限为724MPa,焊缝纵向冲击功的下限为24J;(2) 为过程能指数,最少戊大于1.0,最好能大于1.3,CK=(均值~工岂 限)/(3×标准 差) 。
6.2统计结果分析
(1)宝钢S135石油钻杆焊缝的纵向冲击功非常高,过程能力指数已超过3.0。这说明宝钢钻杆的焊缝冲击韧性指标的保证能力很强,几乎不可能产生不合格情况。
(2)冲击韧性指标的方差很小,说明 钢钻杆焊缝冲击韧性的波动小,稳定性好,有利于保证质量。
(3)在保证很高焊缝冲击韧性的前提下,s135石油钻杆的焊缝屈服强度的过程能力指数达到1.3以上,这说明该钢级钻杆焊缝屈服强度指标的保证能力很强。
7结论
(1)焊接前,对焊接端面进行充分的预处理,可以有效确保焊缝的纯净。
(2)对于惯性摩擦焊机而言,采用大压力、大惯量的硬焊接规范,可以优化焊后组织。
(3)利用监测装置记录摩擦焊接的过程曲线,使得钻杆的焊接工艺可追溯性大大增强。
(4)采用大功率中频加热,短时间保温的奥氏体化工艺,既可以窄化焊缝热处理热影响区的宽度,又能够有效防止晶粒长大。
(5)宝钢S135石油钻杆焊缝的冲击韧性非常高,而且波动小,稳定性好,过程能力指数达到3.0以上。
(6)在保证很高焊缝冲击韧性的前提下,宝钢S135石油钻杆焊缝屈服强度的稳定性也很好。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/28/2016) |
|
| 汉中双戟摩擦焊接制造技术有限责任公司 联系方式:
|
| 网址: |
http://www.mocahan.cn/
|
电话:86 -0916 -2168126 |
| 地址: |
中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|