|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
摩擦焊机工业控制计算机监测系统 |
|
|
newmaker |
|
1 工业控制计算机
工业控制计算机对焊接过程采集到的工艺参数进行处理,同时方便与用户的人机交互;建立直观的监控界面;提供系统的运行状态和相关参数显示;实时数据库则记录系统的历史信息和统计信息,供分析和管理之用。采用工控机是由于其在工业生产环境下强大的优势,优势如下:
(1)可靠性:工业PC具有在粉尘、烟雾、高/低温、潮湿、震动、腐蚀和快速诊断和可维护性。
(2)实时性:工业PC对工业生产过程进行实时在线检测与控制,对工作状况的变化给予快速响应,及时进行采集和输出调节,遇险自复位,保证系统的正常运行。
(3)扩充性:工业PC由于采用底板+CPU卡结构,因而具有很强的输入输出功能,最多可扩充20个板卡,能与工业现场的各种外设、板卡相连,以完成各种任务。
(4)软硬件兼容性:能同时利用ISA与PCI及PICMG资源,并支持各种操作系统,多种编程语言,多任务操作系统,充分利用商用PC所积累的软、硬件资源。
(5)系统监测和自复位:带有看门狗电路,其能在系统出现故障时迅速报警,并在无人干预的情况下,使系统自动恢复运行。
基于上述优点,选用台湾研华610工业控制计算机,使用AC220V供电。
2 控制系统的监测
2.1 对系统电流与压力监测
在本控制系统中,选用台湾研华PCI1711数据采集卡对系统的电流与压力进行实时监测,通过工业控制计算机实时显示电流与压力的变化,便于了解系统的工作状态,及早发现系统异常,避免过大的损失。
PCI1711特点:PCI-1711是一款功能强大的低成本多功能 PCI总线数据采集卡,支持即插即用,可以采用PCI总线与IPC通讯,有2路12位模拟量输出通道,16路单端模拟量输入,12位A/D转换器,采样速率可达100KHz,每个输入通道的增益可编程,自动通道/增益扫描,卡上1K采样FIFO缓冲器,16路数字量输入及数字量输出,可编程触发器/定时器,,用于A/D转换时的定时触发。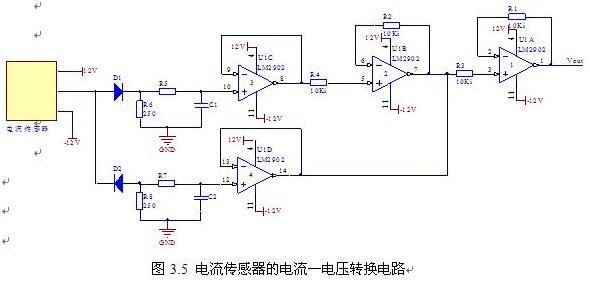
电流传感器选用电流输出型双向的霍尔传感器,输出信号范围4-20mA,采用 12V电源供电。压力传感器选用电压输出型传感器,输出信号范围0-5V,采用5V电源供电。由于电流传感器的输出信号为4-20mA,需将其转换成1-5V的电压信号,因此需要电流—电压转换电路,如图3.5所示。在主轴电动机正反转时,电流的方向不同。当主轴电动机正转时,二极管D1导通;当主轴电动机反转时,二极管D2导通。
在本系统中,对系统电流与压力的数据采集进行了控制,通过PLC向PCI1711数据采集卡发送控制信号,来完成对系统电流与压力的数据采集,设计数据采集判断电路,S5由PLC控制,如图3.6所示。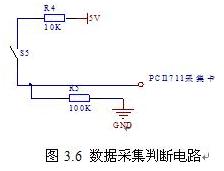
2.2 对电动机转速与滑台位置监测
在本控制系统中,选用台湾研华PCL833三轴正交编码器及其计数器板卡对主轴电动机的转速与滑台的位置进行实时监测,因为主轴电动机的转速与两工件焊接接口的变形量是焊接质量好坏的关键因素。故通过工业控制计算机实时显示转速与滑台位置,便于了解焊接的质量。
PCL833特点:三轴正交编码器及其计数器板卡,该板卡能让IPC机在运动控制系统中执行位置监视功能,两者采用ISA总线相通讯。输入接口包括一个用于增量正交编码的光电隔离及编码电路;有三个独立的24位计数器,其最大正交输入速率是1.0MHZ,其计数器模式的最大输入速率是2.4MHZ,可以分别对每个计数器进行配置,以用于正交解码、脉冲/方向计数或正反向计数;还提供了5个数字输入通道。
编码器选用增量式光电编码器,用于测量主轴旋转的转速。工业现场中,由于电磁干扰比较大,故选用12V供电,增强抗干扰能力。光电编码器实际上在未经过处理电路时,输出时半正弦波,即使经过了处理电路,再经过如图3.7的电路处理,得到方波信号。并且采用差分方式,提高其抗干扰能力。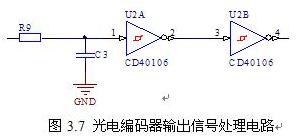
光栅尺位移传感器(简称光栅尺),是利用光栅的光学原理工作的测量反馈装置。可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。故选用光栅尺用于滑台的位置检测,供电电压12V。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/28/2016) |
|
| 汉中双戟摩擦焊接制造技术有限责任公司 联系方式:
|
| 网址: |
http://www.mocahan.cn/
|
电话:86 -0916 -2168126 |
| 地址: |
中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|