|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
线性摩擦焊设备液压伺服系统的设计 |
|
|
newmaker |
|
摘要:液压式线性摩擦焊是将电液伺服控制技术运用到线性摩擦焊接领域的一种先进制造技术。分析线性摩擦焊设备的工作原理,针对系统工作状况设计了一套液压伺服系统,采用一个小流量的伺服阀在振动过程中实现实时位置闭环控制,振动停止后将振动缸位置精确定位是该系统的设计特点。同时针对液压系统中关键元件振动伺服阀进行了大量的设计计算、对比及仿真实验,从而选出适合该系统的伺服阀。该液压系统的设计为线性摩擦焊设备的研制提供了参考。
关键词:线性摩擦焊;液压伺服系统;位置闭环控制;
线性摩擦焊接凭借其高效、优质的特点正逐渐引起人们的重视。尤其是在高推重比飞机发动机整体叶盘制造与维修领域,它已经成为最经济、实用的加工 技术之一。线性摩擦焊接过程原理如图1所示:摩擦副中的一侧工件被一对往复运动机构驱动着相对于另一侧被夹紧的工件表面作相对运动,并在其轴向施加压力,随着摩擦运动的进行,摩擦表面被清理并产生摩擦热,界面金属逐渐达到黏塑性状态并产生变形,形成飞边;同时通过施加顶锻力,完成焊接。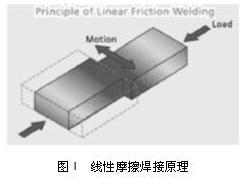
1 液压式线性摩擦焊技术的基本原理及现状
线性摩擦焊接按照产生线性往复运动的振动方式 的不同可分为3类:机械式、电磁式和液压式,相对 应的线性摩擦焊机也就按这3种激振方式来分类。 液压式线性摩擦焊接是将电液伺服控制技术运用到线性摩擦焊接领域的一种先进制造方法。液压式线性摩擦焊机是利用液压装置产生振动实现夹具和工件的往复运动。相对于其他两种机构,具有产生的激振力大、位移大、体积小、工件安装调试方便、可用于各种类型的工件等优点;缺点是对液压元件和油液清洁度要求高,易发生渗漏油现象和出现故障,对操作和维护人员的专业水平也有较高的要求。虽然液压式线性摩擦焊接系统技术要求高,但是由于其系统综合性能好,可提供的功率大、可焊接的工件范围宽,且通过管道传递能量使设备更加紧凑,因此液压式线性摩 擦焊机是近年来国外线性焊接发展的主要方向。
国外学者对此项技术已经展开了大量研究,并应用到了航空制造业,成为航空发动机制造和维修的关 键技术。其应用不仅实现了制造空心叶片的整体叶盘,同时也大大缩短了生产周期,降低了生产成本。有关线性摩擦焊电液伺服系统技术的研究在国内刚刚起步。尽快开展线性摩擦焊接技术的基础研究和应用必将推动我国技术装备制造水平和航空发动机制造业快速发展,是非常必要和有实际意义的。
2 线性摩擦焊设备技术指标
(1)振动伺服系统 激振力:≥60×104 N;振动频率范围:10~125Hz;振幅:±3mm(79Hz); 振动质量(含夹具300kg):≤800kg。
(2)顶锻伺服系统 顶锻力:75×104 N; 顶锻缸最大速度:10m/min。
3 线性摩擦焊液压伺服系统设计计算
3.1 液压原理图 线性摩擦焊液压原理图见图2。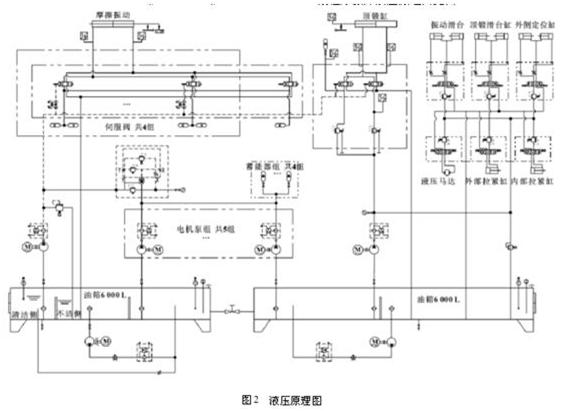
3.2振动缸尺寸计算
(1)面积(Avib,min) 的计算初定系统工作压力为pvib=21MPa,推力Fvib= 588kN Avib,min=Fvib/pvib=588kN/21MPa=280cm 2
实际面积的确定: 缸径Dvib=280mm,活塞杆直径dvib=190mm,活塞有效面积: Avib= π4(D2vib-d2 vib)=π4 (2802-1902=332cm2
(2)振动缸固有频率计算四通阀对称缸固有频率计算公式:f= 1 2π4βeAp2Vtm
式中:f为固有频率; βe为液体弹性模数,βe=700~1400MPa,取 βe=700MPa;Ap为对称缸活塞有效面积,Ap=332cm2;Vt为总控制容积,Vt≈Ap×L(行程)+阀入口 容积=332cm2 ×10cm+3.22cm×8× π 4 ×10≈4000cm3;mt为移动部件总质量,mt=800kg。
f= 1 2π 4×700×106×(332×10-4)2 4000×10-6×槡 800 =156Hz
由于固有频率高于最大振动频率,故流量、推力可按照静态计算。
3.3最大加速度及对应频率
(1)最大加速度
根据最大推力和运动质量,可以计算峰值加速度:avib=Fvib/mvib=60×103×9.8÷800=735m/s2
(2)最大加速度的对应频率
根据正弦波最大加速度计算公式:
a=(2πf)2•A式中:f为振动频率; A为最大振幅,A=3mm。 f= a 4π2槡 A =735m/s2 4π2×3×10-3槡 m =79Hz
3.4最大速度和流量 最大速度
vvib,max=2πfA=2π×79Hz×3×10-3 m=1.49m/s
最大流量: Qvib,max=vvib,max×Avib=1.49m/s×332×10-4 m2=2968L/min
平均流量:Qvib,av=Qvib,max槡槡÷2×0.9=2968L/min÷2×0.9=1888L/min
3.5振动控制伺服阀选择
通过上述计算可以看出,伺服阀按照峰值流量选取,流量约为3000~3400L/min,同时系统还要求振动频率79Hz(±3mm)。液压系统突出的特点是振动频率较高、所需流量较大,这就给选取满足条件的伺服阀带来了很大的难度,因为能够同时满足这两个条件的伺服阀几乎很难找到。为了选出最能满足系统性能要求的伺服阀,作者分析比较适合该系统的两种伺服阀选取方案。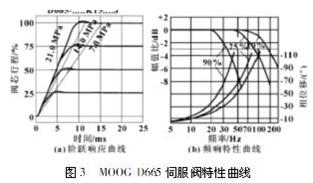
方案一:选用4台MOOGD665,流量为1500L/min(Δp=1MPa)。MOOGD665的频响特性曲线如图3所示。分析图3,该阀的频响为35Hz时,阀芯开度90%,频响为85Hz时,阀芯开度25%。该阀虽然流量较大,但是频响特性却较差,如果阀芯开度为25%,频率特性好一些,但是这时要满足流量要求就需要4只阀并联使用,4只阀并联时的同步比较难实现。 图3MOOGD665伺服阀特性曲线。
方案二:选用3台MOOG79-200,流量为757L/min(Δp=7MPa)。MOOG79-200的频响特性曲线如图4所示。图4中只给出了阀芯开度10%和100% 时的频响特性曲线,通过曲线平移的方法得出该阀的频响大于100Hz时,阀芯开度90%。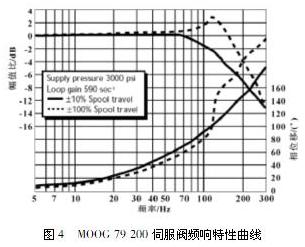
通过咨询MOOG公司的技术人员了解到:100%曲线是理论曲线,实际使用情况可能没有这么理想。 当振动滑台以正弦波振动时,振幅为3mm,振 动频率为79Hz,液压缸的工作面积为332cm2 ,振子质量为800kg,系统压力21MPa,在不同角度两种伺服阀的流量如表1所示。 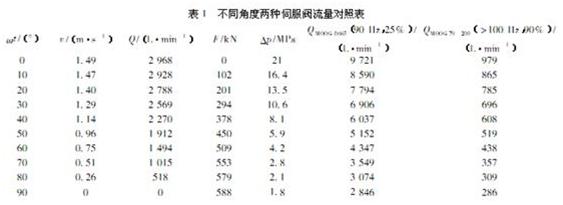
最大速度:1.5m/s 最大流量:Q=V×A=1.5m/s×332cm2 =2988L/min阀的选取:MOOGD665,1500L/min(@Δ0.5MPa) 阀的选取:MOOG79- 200,760L/min。
前面提到的参数是极限情况,从表2不难看出,当频率为79Hz时,系统可用摩擦力已经为0,一般振动频率在30~50Hz内,50Hz时所需峰值流量为1880L/min,MOOGD665单阀工作就能满足要求。而多只三级阀并联实现起来难度较大,在国内几乎没 有液压厂家有多阀同步控制的经验,从国外调研发现,国外线性摩擦焊设备研制也尽量避免多阀同步。因此选用第一种阀,当参数要求较低时(工作在30~50Hz),一只阀单独工作,当参数提高时所需伺服阀的个数相对少一些,从而降低同步控制的难度。 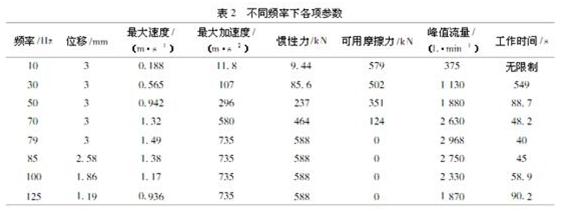
停止振动时,系统要求在几分之一秒内精确停在指定位置。由于伺服阀D665流量很大,要实现精确定位很难,因此单独采用一个小流量的伺服阀来进行精确定位。要求阀的流量估算: 最大移动量:3mm,时间:1/10s,极限流量:67.5L/min。
用一个NG10伺服比例阀即可,该阀在振动过程中就进行实时位置闭环控制,使得振动中心点不偏离预定位置,振动停止后将振动缸位置精确定位。
3.6振动控制伺服阀仿真
理论计算只是按照理想的模型,忽略了譬如死区、滞后、摩擦等非线性因素和干扰,而仿真计算则是综合了多种非线性的因素,采用数值方式进行逼近,是一种更科学更精确的计算。此次仿真采用法国IMAGINE公司推出的国际流行的液压仿真软件AMESim,仿真参数依据实际系统的模型和工程经验设置,因而仿真结果基本可靠。
仿真条件:4个伺服阀并联,0.5%死区,流量增益1500L/min/(0.5MPa),没有同步相位误差,伺服阀在25%指令信号时的截止频率为85Hz。油缸缸径280mm,杆径190mm,行程100mm。输入指令信号频率为79Hz。
油源压力21MPa时,振子的位移、速度和加速度曲线分别如图5(a)、(b)、(c)所示。从仿真结果来看:液压缸在振动过程中,其速度曲线并非严格的正弦曲线,而是出现了变形,其最大的速度比理论值要小,而最大的加速度比理论值要大。因而在实际运行中,系统所需的最大流量比理论值要小,振动过程的最大加速度比理论值大。所以理 论设计中所采用的方案,完全能够满足在79Hz频率 时振幅等于±3mm,最大加速度等于735m/s2 的要求,并且留有一定的余量,以适应实际调试的需要。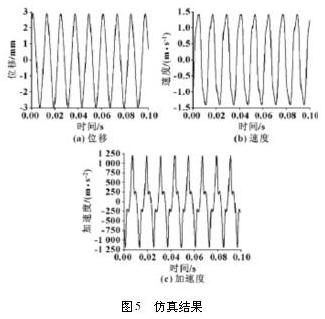
当油缸经过振动的零点时,阀芯处于25%的最大开口量。从仿真结果可以看出:这时振子的运动速度达到最大,由于动摩擦力与运动速度成正比,所以此时需要克服的摩擦力达到最大值。也就是说,这时既要在阀口处产生大的压差以产生足够的流量,又要有足够的力输出以克服最大动摩擦力。因此,选用21MPa的供油压力和D665大流量伺服阀是合理的,并且此时阀已使用至接近其极限性能。
3.7顶锻缸尺寸计算
面积(Aforge,min) 的确定
初定系统工作压力为pforge=21MPa,推力为Fforge =750kN Aforge,min=F/p=750kN/21MPa=357cm2 实际面积的确定: 缸径Dforge=230mm,活塞杆直径dforge=180mm活塞有效面积: Aforge= π4D2forge=π4 ×2302=415cm2
3.8顶锻缸流量计算
焊接峰值流量: Qforge,max=vforge,max×Aforge=10m/min×415×10 -4 m2=415L/min 空行程流量:Qforge=vforge×Aforge=1m/min×415×10-4m2=41.5L/min 顶锻伺服阀的选择。伺服阀按照峰值流量选取,流量约为400L/min,用MOOG791,流量为250L/min(Δp=7MPa)。图6为MOOG791伺服阀的频响特性曲线。 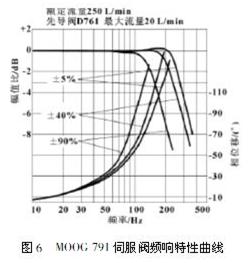
4小结
作为线性摩擦焊设备的关键部分,液压系统的设 计为线性摩擦焊设备研制奠定了基础,而振动伺服阀 的合理选取是液压系统设计的关键。针对线性摩擦焊接技术的工作原理及工作状况,设计了一套液压伺服系统,着重对振动伺服阀的设计、选型进行了研究。解决的技术难题:
(1)按79Hz频率、±3mm振幅要求计算,系统需要的最大流量高达2968L/min,因此拟采用4个MOOG公司的D665..K15..J伺服阀并联。这种大流量的伺服阀一般为多级阀,并联使用必然会遇到阀的同步性问题。为此,采用1个同步控制器来实现4个伺服阀的同步运动,这种方法已经在实验中取得了良好的效果。
(2)根据工艺要求,振动停止时,要求在几分之一秒内精确停在指定位置。由于伺服阀D665流量很大,很难实现精确定位。因此,综合以上两方面因素,可单独采用一个小流量的伺服阀来进行纠偏控制及精确定位。在振动过程中,对振动缸的位移信号进行采样、滤波得到振动中心点的统计值,并根据该值与中心点预定值的偏差来控制小阀进行位置纠偏,使得振动中心点不偏离预定位置。振动停止时,4个并联的伺服阀将在极短的时间内,将振动幅值减小至零,在振动停止过程中,依靠小阀精确定位振动缸的位置。 (end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/28/2016) |
|
| 汉中双戟摩擦焊接制造技术有限责任公司 联系方式:
|
| 网址: |
http://www.mocahan.cn/
|
电话:86 -0916 -2168126 |
| 地址: |
中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|