|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
连续驱动摩擦焊基本原理 |
|
|
newmaker |
|
1.焊接过程
连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。
对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。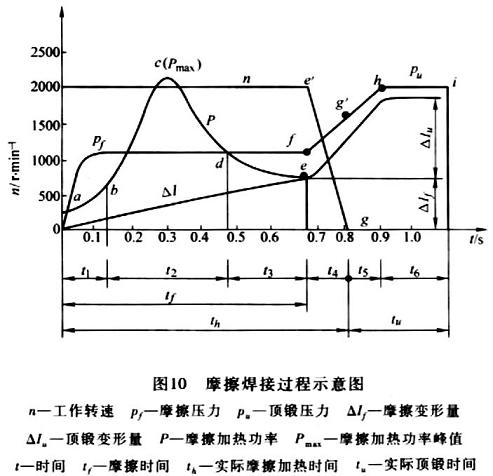
(1)初始摩擦阶段(t1)
此阶段是从两个工件开始接触的a点起,到摩擦加热功率显著增大的b点止。摩擦开始时,由于工件待焊接表面不平,以及存在氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表面温度将升到200~300℃左右。
在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3左右的地方首先开始。
(2)不稳定摩擦阶段(t2)
不稳定摩擦阶段是摩擦加热过程的一个主要阶段,该阶段从摩擦加热功率显著增大的b点起,越过功率峰值c点,到功率稳定值的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面的温度继续增高时,金属的塑性增高,而强度和韧性都显著下降,摩擦加热功率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点呈现出最大值。
在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑性状态的局部金属表面互相焊合后,又被工件旋转的扭力矩剪断,并彼此过渡。随着摩擦过程的进行,接触良好的塑性金属封闭了整个摩擦面,并使之与空气隔开。
(3)稳定摩擦阶段(t3)
稳定摩擦阶段是摩擦加热过程的主要阶段,其范围从摩擦加热功率稳定值的d点起,到接头形成最佳温度分布的e点为止,这里的e点也是焊机主轴开始停车的时间点(可称为e′点),也是顶锻压力开始上升的点(图10的ƒ点)以及顶锻变形量的开始点。在稳定摩擦阶段中,工件摩擦表面的温度继续升高,并达到1300℃左右。这时金属的粘结现象减少,分子作用现象增强。稳定摩擦阶段的金属强度极低,塑性很大,摩擦系数很小,摩擦加热功率也基本上稳定在一个很低的数值。此外,其它连接参数的变化也趋于稳定,只有摩擦变形量不断增大,变形层金属在摩擦扭矩的轴向压力作用下,从摩擦表面挤出形成飞边,同时,界面附近的高温金属不断补充,始终处于动平衡状态,只是接头的飞边不断增大,接头的热影响区变宽。
(4)停车阶段(t4)
停车阶段是摩擦加热过程至顶锻焊接过程的过渡阶段,是从主轴和工件一起开始停车减速的e′点起,到主轴停止转动的g点止。从图10可知,实际的摩擦加热时间从a点开始,到g点结束,即tƒ=t1+t2+t3+t4。尽管顶锻压力从ƒ点施加,但由于工件并未完全停止旋转,所以g′点以前的压力,实质上还是属于摩擦压力。顶锻开始后,随着轴向压力的增大,转速降低,摩擦扭矩增大,并再次出现峰值,此值称为后峰值扭矩。同时,在顶锻力的作用下,接头中的高温金属被大量挤出,工件的变形量也增大。因此,停车阶段是摩擦焊接的重要过程,直接影响接头的焊接质量,要严格控制。
(5)纯顶锻阶段(t5)
从主轴停止旋转的g(或g′)点起,到顶锻压力上升至最大位的h点止。在这个阶段中,应施加足够大的顶锻压力,精确控制顶锻变形量和顶锻速度,以保证获得优异的焊接质量。
(6)顶锻维持阶段(t6)
该阶段从顶锻压力的最高点h开始,到接头温度冷却到低于规定值为止。在实际焊接控制和自动摩擦焊机的程序设计时,应精密控制该阶段的时间tu(tu=t3+t4)。在顶锻维持阶段,顶锻时间、顶锻压力和顶锻速度应相互配合,以获得合适的摩擦变形量△Iƒ和顶锻变形量△Iu。在实际计算时,摩擦变形速度一般采用平均摩擦变形速度(△Iƒ/tƒ),顶锻变形速度也采用其平均值〔△Iu/(t4+t5)〕。
总之,在整个摩擦焊接过程中,待焊的金属表面经历了从低温到高温摩擦加热,连续发生了塑性变形、机械挖掘、粘接和分子连接的过程变化,形成了一个存在于全过程的高速摩擦塑性变形层,摩擦焊接时的产热、变形和扩散现象都集中在变形层中。在停车阶段和顶锻焊接过程中,摩擦表面的变形层和高温区金属被部分挤碎排出,焊缝金属经受锻造,形成了质量良好的焊接接头。
2.摩擦焊接产热
摩擦焊接过程中,两工件摩擦表面的金属质点,在摩擦压力和摩擦扭矩的作用下,沿工件径向与切向力的合成方向作相对高速摩擦运动,在界面形成了塑性变形层。该变形层是把摩擦的机械功转变成热能的发热层,它的温度高、能量集中,具有很高的加热效率。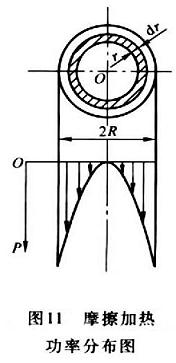
(1)摩擦加热功率 摩擦加热功率的大小及其随摩擦时间的变化,决定了焊接温度及其温度场的分布,直接影响接头的加热过程、焊接生产率和焊接质量,同时也关系到摩擦焊机的设计与制造。摩擦加热功率就是焊接热源的功率,它的计算与分布如下:
对圆形的焊接工件,假设沿摩擦表面半径方向的摩擦压力pƒ和摩擦系数μ为常数。为了求出功率分布,在摩擦表面上取一半径为r的圆环,该环的宽度为dr(图11),其面积为dA,则dA=2πrdr,则作用在圆环上的摩擦力为
dF=pƒμdA=2πpƒμrdr(4)
以O点为圆心的摩擦扭矩为
dM=rdF=2πpƒμr2dr (5)
圆环上的摩擦加热功率为
dP≈1.02dM×10-3n (6)
摩擦加热功率沿接合面半径R方向上的分布dP/dr如图11所示。加热功率在圆心处为零,在外边缘最大。
将式(5)、式(6)积分,可以得到摩擦焊接表面上总的摩擦扭矩和加热功率为
M=2πpƒμR3/3 (7)
P=2×10-3πpƒnμR3/3 (8)
M——摩擦扭矩;
P——摩擦加热功率;
pƒ——摩擦压力;
n——工件转速;
μ——摩擦系数;
r——圆环半径;
R——待焊工件半径。
实际上pƒ(r)不是常数,在初始摩擦阶段和不稳定摩擦阶段的前期,摩擦表面还没有全面产生塑性变形,主要是弹性接触,摩擦压力在中心高,外圆低。因此沿摩擦焊接表面半径R的摩擦加热功率最大值不在外圆,而在距圆心2/3R左右的地方,这一点不仅符合计算结果,也被试验所证实。在稳定摩擦阶段,摩擦表面全部产生塑性变形,成为塑性接触时,pƒ(r)才可以认为等于常数。此外,μ(r)在初始摩擦阶段和不稳定摩擦阶段也不是常数,由高温金属组成的高速塑性变形层热源,在距圆心1/2~1/3半径处形成环状加热带,随着摩擦加热的进行,环状加热带向圆心和外圆迅速展开,当进入稳定摩擦阶段时,摩擦表面的温度才趋于平衡,此时可以认为μ(r)是常数。
摩擦表面上总的加热热量为 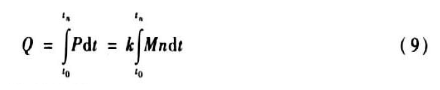
Q——接合面总的摩擦加热热量;
t——摩擦时间;
to——摩擦加热开始时间(设to=0);
tn——实际摩擦加热时间;
k——常数。
(2)摩擦焊接表面温度 摩擦焊接表面的温度会直接影响接头的加热温度、温度分布、摩擦系数、接头金属的变形与扩散。其加热面的温度由摩擦加热功率和散热条件所决定。
在焊接圆断面工件时,摩擦焊接热源被认为是一个线性传播的连续均布的面状热源。如果不考虑向周围空间的散热,根据雷卡林的焊接热过程计算公式,同种金属摩擦焊接表面的温度为 
T(O,t)——摩擦焊接表面温度(O表面热源中心,t是摩擦加热时间);
q2——单位面积上的加热热量;
λ——焊件热导率;
c——焊件热容。
在式(10)中,如果选定焊接所需要的温度为Tw,热源温度升高到Tw所需要的摩擦加热时间为tƒ′,则该式可以写成
tƒ′q22=cπλT2w=常数 (11)
从式(11)可以看出,当Tw和tƒ′确定以后,能够计算出q2的数值,并可以根据q2的要求选择焊接参数。式(10)和式(11)适合于计算以稳定摩擦阶段为主的摩擦加热过程。
实际上,不论何种材料的摩擦焊接,摩擦表面的最高温度是有限制的,不能超过焊件材料的熔点,此外,在采用式(10)和式(11)进行运算时,还应该考虑到摩擦焊接表面温度与加热功率之间的内在联系、相互制约及摩擦加热功率随摩擦时间变化的特殊规律。
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(2/21/2017) |
|
| 汉中双戟摩擦焊接制造技术有限责任公司 联系方式:
|
| 网址: |
http://www.mocahan.cn/
|
电话:86 -0916 -2168126 |
| 地址: |
中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|