铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
骨科零件加工的新策略
作者:
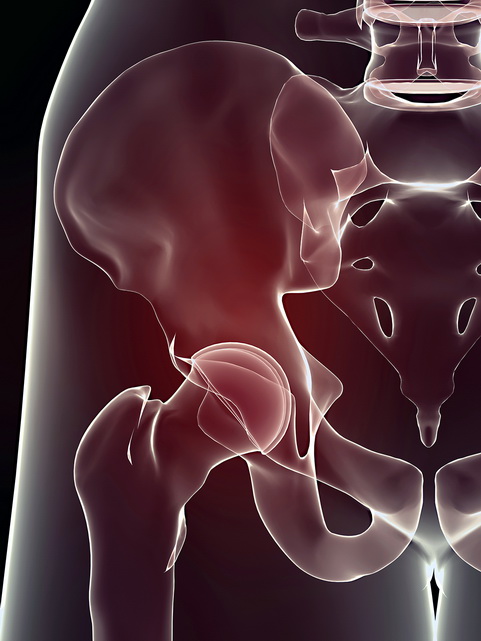
如今,人们对骨科置换和康复器械的需求日益增长。医疗零件包括人造关节以及 人造板、杆和钉,用于修复或加固人们在发生事故或患病后受损的身体部位。
刀具 开发
机床 制造商追求研发能够快速加工复杂轮廓零件的方案,而刀具制造商致力于开发可以提供更高速度和灵活性的刀具技术。先进的制造技术方案包括用于机加工的 3D 打印技术和先进冷却技术。
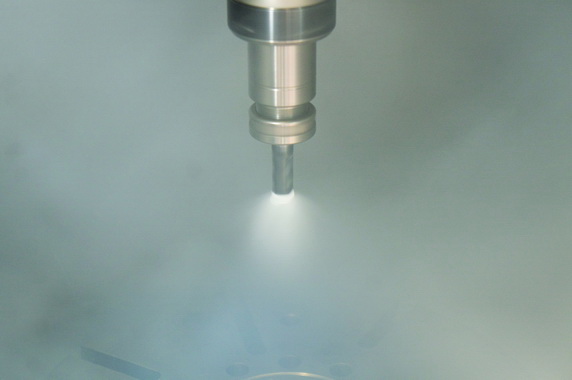
加工挑战
随着融合冷却系统的诞生,可以在不使用油、乳液或合成液的情况下加工零件。当二氧化碳在 31 C 下被加压至 74 bar (1,070 psi) 以上时,它就变成了超临界流体。在这种状态下,它会像气体一样充满容器,但密度与液体相似。当被输送到切割区时,虽然不会像液氮一样创造低温物质,但超临界二氧化碳会膨胀并形成干冰。因此,全新的冷却液解决方案带来更高的冷却效率,优于那些采用高压水/油、微量润滑 (MQL)、液态二氧化碳和液态氮的现有系统。
置换零件
组合制造方法
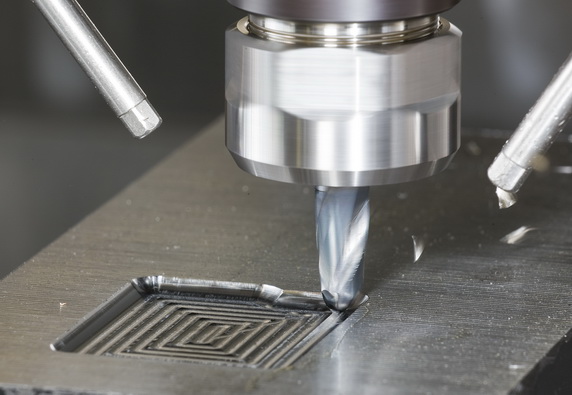
通常,先进的切削刀具和高速铣削策略可以改善磨削加工,或在某些情况下取代磨削加工。铣削的目的是加工出无毛刺的外形轮廓和优异的表面光洁度,并且达到具体所需的表面质量、完整性和尺寸精度。由于已在铣削过程中实现了所定义的表面粗糙度和结构,因此可以最大限度地缩短抛光等后处理工艺(如果有)的时间。在刀具方面,同样追求长久可靠的刀具寿命和生产率最大化。
铣刀 加工由铸造钴铬合金制成的股骨零件。高速仿形铣削策略和高性能立铣刀消除了磨削加工过程。结果,每个零件的加工周期为 11 分钟,比以前的方法缩短 50%。通过将骨节表面的加工由磨削改为铣削,可以消除废件的产生。整体硬质合金立铣刀采用专门的硬质合金材质以及坚硬的抛光 TiAlSiN 镀层,确保提供优异的金属去除率和流畅的切削,从而实现一流的表面光洁度并将抛光时间减至最少。
结论
新的刀具系列包括 9 种不同的槽型和总共 39 种产品。通过提供不同型号、圆弧半径和尺寸的产品,可以扩大目前相对较小的产品选择范围。
文章内容仅供参考
(投稿 )
(1/22/2018)
铣刀论坛 畅所欲言吧!