иҲӘз©әеҸ‘еҠЁжңәйӣ¶д»¶жҷ®йҒҚе…·жңүжқҗж–ҷе’Ңз»“жһ„зҡ„еҸҢйҮҚйҡҫеҠ е·Ҙзү№жҖ§пјҢеҠ е·ҘеҲҖе…·жҲҗжң¬й«ҳпјҢеҠ е·ҘиҙЁйҮҸе’ҢеҠ е·Ҙж•ҲзҺҮдәҰйҡҫд»ҘдҝқиҜҒгҖӮеҰӮдҪ•жңүж•Ҳең°иҜ„дј°еҲҖе…·зҡ„еҲҮеүҠжҖ§иғҪе’ҢдјҳйҖүеҲҖе…·е·ІжҲҗдёәеӣҪеҶ…иҲӘз©әеҸ‘еҠЁжңәеҲ¶йҖ йўҶеҹҹдәҹеҫ…и§ЈеҶізҡ„жҠҖжңҜйҡҫйўҳд№ӢдёҖгҖӮдёәжӯӨпјҢеҚ—дә¬иҲӘз©әиҲӘеӨ©еӨ§еӯҰд»ҘиҲӘз©әеҸ‘еҠЁжңәж•ҙдҪ“еҸ¶зӣҳгҖҒжңәеҢЈд»ҘеҸҠзӣҳиҪҙзӯүе…ёеһӢйӣ¶д»¶дёәз ”з©¶еҜ№иұЎпјҢжҸҗеҮәдәҶдёҖз§Қйқўеҗ‘иҲӘз©әеҸ‘еҠЁжңәе…ёеһӢйӣ¶д»¶зҡ„еҲҖе…·жҖ§иғҪз»јеҗҲиҜ„д»·ж–№жі•пјҢй’ҲеҜ№зІ—гҖҒзІҫеҠ е·ҘиҝҮзЁӢпјҢйҖүеҸ–дёҚеҗҢзҡ„еҲҖе…·жҖ§иғҪиҜ„д»·жҢҮж ҮпјҢеҲ©з”ЁзҒ°иүІзі»з»ҹзҗҶи®әеҲҶеҲ«жһ„е»әдәҶзІ—гҖҒзІҫеҠ е·ҘеҲҖе…·жҖ§иғҪз»јеҗҲиҜ„д»·жЁЎеһӢгҖӮ
й”ҡе®ҡеҠ е·ҘйҡҫзӮ№
й’ӣеҗҲйҮ‘е’Ңй«ҳжё©еҗҲйҮ‘жң¬иә«е…·жңүдјҳи¶Ҡзҡ„з»јеҗҲжҖ§иғҪпјҢжҳҜеҠ е·ҘиҲӘз©әеҸ‘еҠЁжңәе…ёеһӢйӣ¶д»¶зҡ„зҗҶжғіжқҗж–ҷпјҢдҪҶе…ёеһӢйӣ¶д»¶еҢ…еҗ«жқҗж–ҷе’Ңз»“жһ„еҸҢйҮҚйҡҫеҠ е·ҘжҖ§пјҢеҜ№еҲҮеүҠеҠ е·Ҙзҡ„еҲҖе…·жҸҗеҮәдәҶдёҘеі»жҢ‘жҲҳгҖӮйҖүжӢ©еҗҲйҖӮзҡ„еҲҖе…·еҜ№дәҺжҸҗй«ҳе…ёеһӢйӣ¶д»¶зҡ„еҠ е·Ҙж•ҲзҺҮпјҢдҝқиҜҒеҠ е·ҘиҙЁйҮҸзЁіе®ҡжҖ§иҮіе…ійҮҚиҰҒгҖӮеҗҢж—¶пјҢеҲҖе…·жқҗж–ҷгҖҒж¶ӮеұӮжҠҖжңҜе’ҢеҲҖе…·з»“жһ„зҡ„еҝ«йҖҹеҲӣж–°жҺЁеҠЁдәҶеҲҮеүҠеҠ е·ҘжҠҖжңҜзҡ„еҝ«йҖҹеҸ‘еұ•пјҢдёәжҸҗй«ҳеҠ е·Ҙж•ҲзҺҮпјҢдҝқиҜҒеҠ е·ҘиҙЁйҮҸе’ҢйҷҚдҪҺз”ҹдә§жҲҗжң¬жҸҗдҫӣдәҶејәеӨ§ж”Ҝж’‘гҖӮеӣ жӯӨпјҢйҖҡиҝҮиҜ„д»·еҲҖе…·жҖ§иғҪжқҘе®һзҺ°еҲҖе…·дјҳйҖүе°ұеҸҳеҫ—ж јеӨ–йҮҚиҰҒгҖӮвҖқ
ж•ҙдҪ“еҸ¶зӣҳзҡ„е·ҘиүәйҡҫзӮ№иҜёеӨҡпјҢе®ғе°әеҜёеӨ§пјҢиҢғеӣҙе®ҪпјҢеӨ–еҫ„иҪ®е»“дёҖиҲ¬еңЁОҰ600~ОҰ1200mmпјҢйңҖиҰҒиҫғеӨ§и§„ж јзҡ„еҠ е·Ҙи®ҫеӨҮпјӣе®ғз»“жһ„еӨҚжқӮпјҢе…¶зӣҳе’ҢеҸ¶зүҮйҮҮз”ЁдёҖдҪ“еҢ–и®ҫи®Ўз»“жһ„пјҢеҸ¶зүҮдёәз©әй—ҙиҮӘз”ұжӣІйқўпјҢе°Өе…¶жҳҜйЈҺжүҮж•ҙдҪ“еҸ¶зӣҳзҡ„еҸ¶зүҮпјҢдёәе®ҪејҰгҖҒеӨ§жүӯи§’пјҢйҖҡйҒ“ејҖж•һжҖ§е·®пјҢйј“зӯ’дёҺеҸ¶зүҮиҝһжҺҘеӨ„еһӢйқўиҫғдёәеӨҚжқӮпјҢжңәжў°еҠ е·ҘйҡҫеәҰеҫҲеӨ§пјҢзЎ®е®ҡдә”иҪҙеҠ е·Ҙж–№ејҸгҖҒи§ЈеҶіеӨҡзәҰжқҹеҠ е·Ҙе№Іж¶үгҖҒи®Ўз®—еӨҚжқӮеҲҖиҪҙзҹўйҮҸи®Ўз®—зӯүй—®йўҳиҮіе…ійҮҚиҰҒпјӣеҗҢж—¶пјҢе°әеҜёгҖҒеҪўдҪҚе…¬е·®е’ҢиЎЁйқўзІ—зіҷеәҰи®ҫи®ЎзІҫеәҰй«ҳпјҢе…¶е°әеҜёе’ҢеҪўдҪҚе…¬е·®дёҖиҲ¬иҰҒжұӮеңЁиҮӘз”ұзҠ¶жҖҒдёӢжЈҖжөӢпјҢиҖҢж•ҙдёӘеҠ е·ҘиҝҮзЁӢйӣ¶д»¶еӨ„дәҺйҷҗдҪҚзҠ¶жҖҒпјҢдёӨиҖ…зҡ„зҠ¶жҖҒдјҡжңүдёҖе®ҡзҡ„е·®ејӮпјҢеӣ жӯӨпјҢеҠ е·ҘиҝҮзЁӢдјҡжүЈдёҘе…¬е·®пјҢеҜјиҮҙеҠ е·ҘйҡҫеәҰжӣҙеӨ§пјӣж•ҙдҪ“еҸ¶зӣҳзҡ„еҸ¶зүҮйғЁеҲҶжҳҜжӮ¬иҮӮз»“жһ„пјҢеҸ¶зүҮеЈҒеҺҡеҸҲи–„пјҢж•ҙдҪ“еҸ¶зӣҳзҡ„еҲҡжҖ§жҜ”иҫғејұпјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯе®№жҳ“дә§з”ҹйўӨжҢҜе’ҢеҸҳеҪўпјҢеӣ жӯӨпјҢеңЁеӨ№е…·и®ҫи®Ўе’ҢеҠ е·Ҙе·Ҙиүәж–№йқўйңҖиҰҒйҮҮеҸ–дёҖе®ҡзҡ„жҺӘж–ҪпјҢжқҘи§ЈеҶійўӨжҢҜе’ҢеҠ е·ҘеҸҳеҪўй—®йўҳд»ҘжҸҗй«ҳеҲҮеүҠеҲҡжҖ§пјӣж•ҙдҪ“еҸ¶зӣҳзҡ„жқҗж–ҷеӨҡдёәй’ӣеҗҲйҮ‘жҲ–й«ҳжё©еҗҲйҮ‘пјҢиҝҷж ·зҡ„йҡҫеҠ е·Ҙжқҗж–ҷпјҢеҲҮеүҠеҠ е·Ҙеӣ°йҡҫпјҢйңҖиҰҒйҖүжӢ©йҖӮеҗҲж•ҙдҪ“еҸ¶зӣҳеҲҮеүҠеҠ е·Ҙзҡ„еҲҖе…·жқҗж–ҷгҖҒеҲҖе…·з»“жһ„еҸҠеҮ дҪ•е°әеҜёгҖӮ
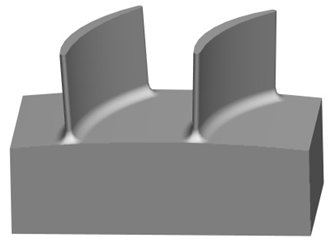
еӣҫ1. ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件дёүз»ҙеӣҫпјҢдё»иҰҒеҢ…еҗ«еҸ¶зүҮе’ҢжөҒйҒ“дёӨз§Қе…ёеһӢйҡҫеҠ е·Ҙз»“жһ„зү№еҫҒ
жӯӨж¬ЎдҪңдёәз ”з©¶йҖүе®ҡзҡ„ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件жқҗж–ҷдёәй’ӣеҗҲйҮ‘TC4пјҢиҪ®е»“е°әеҜёдёә100mmГ—53mmГ—63mmпјҢеҸ¶зүҮй«ҳеәҰдёә30mmпјҢжңҖи–„еӨ„е°ҸдәҺ2mmпјҢжөҒйҒ“еңҶеј§еҚҠеҫ„дёә480mmпјҢиҪ¬жҺҘеңҶеј§еҚҠеҫ„дёә4mmпјҢеә•йғЁиЈ…еӨ№й«ҳеәҰдёә30mmгҖӮдёәдәҶжҸҗй«ҳзІ—й“ЈеҠ е·Ҙзҡ„ж•ҲзҺҮе’ҢдҝқиҜҒеҠ е·ҘзЁіе®ҡжҖ§пјҢж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件е°ҶеҸ¶зүҮзҡ„иҮӘз”ұжӣІйқўз®ҖеҢ–дёәзӣҙзә№йқўжқҘйҷҚдҪҺзІ—й“ЈеҠ е·Ҙзҡ„йҡҫеәҰпјҢеҸҜе®һзҺ°еӣӣеқҗж Үй“ЈеҠ е·ҘеҸ¶зүҮгҖӮиҜҘеҹәеҮҶ件еҝҪз•Ҙж¬ЎиҰҒзү№еҫҒпјҢеҢ…еҗ«дәҶж•ҙдҪ“еҸ¶зӣҳеҸ¶зүҮе’ҢжөҒйҒ“дёӨз§ҚжңҖе…ёеһӢз»“жһ„зү№еҫҒгҖӮ
е·Ҙиүәи·ҜзәҝдёҺеҠ е·Ҙ
зІ—еҠ е·Ҙзӯ–з•ҘгҖӮзІ—еҠ е·Ҙзҡ„зӣ®зҡ„жҳҜе®ҢжҲҗеҸ¶зүҮд№Ӣй—ҙдё»иҰҒеҠ е·ҘдҪҷйҮҸзҡ„еҺ»йҷӨд»ҘеҸҠеҸ¶зүҮеҗҺз»ӯеҠ е·ҘдҪҷйҮҸзҡ„еқҮеҢҖеҢ–гҖӮж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件粗еҠ е·ҘејҖж§ҪйҮҮз”ЁеӨ§иҝӣз»ҷеҲҖе…·пјҢйҮҮз”ЁеһӢи…”й“ЈпјҢе°Ғй—ӯеҢәеҹҹиһәж—ӢиҝӣеҲҖпјҢејҖж”ҫеҢәеҹҹзәҝжҖ§иҝӣеҲҖпјҢдҪҷйҮҸдёә0.6mmгҖӮWSM35SгҖҒWSP45SеҲҖзүҮеҲҮеүҠеҸӮж•°дёәеҲҮеүҠйҖҹеәҰVc=80m/minпјҢжҜҸйҪҝиҝӣз»ҷйҮҸfz=1mm/ZпјҢеҫ„еҗ‘еҲҮж·ұae=12.5mmпјҢиҪҙеҗ‘еҲҮж·ұap=0.6mmгҖӮ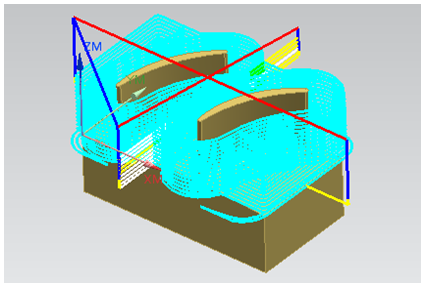
еӣҫ2 ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件粗еҠ е·Ҙиө°еҲҖиҪЁиҝ№еӣҫдҫӢ
е®һйҷ…еҠ е·ҘйҮҮз”ЁдәҶWALTERжңәеӨ№ејҸеҸҜиҪ¬дҪҚеӨ§иҝӣз»ҷеҲҖзүҮпјҢеҲҖе…·зӣҙеҫ„дёә25mmпјҢеҲҖжқҶзүҢеҸ·дёәF4030.T22.025.Z02.01пјҢеҲҖзүҮзүҢеҸ·еҲҶеҲ«дёәP23696-1.0 WSM35SгҖҒP23696-1.0 WSP45SпјҢиҜҘзі»еҲ—еҲҖе…·еүҚи§’дёә16В°пјҢеҗҺи§’дёә14В°гҖӮ
еӣҫ3 .зІ—еҠ е·ҘеҲҖжҹ„еҸҠе…¶еҲҖзүҮ
еҚҠзІҫеҠ е·Ҙзӯ–з•ҘгҖӮеҚҠзІҫеҠ е·Ҙзҡ„зӣ®зҡ„йҖҡеёёжҳҜе№іж»‘е…үж•ҙең°еҠ е·ҘзІ—еҠ е·ҘеҗҺзҡ„ж®Ӣз•ҷеҠ е·ҘйқўпјҢжҲ–иҖ…жҳҜеҜ№жӢҗи§’еӨ„иҝӣиЎҢжё…и§’пјҢд»ҺиҖҢдҪҝе·Ҙ件еҠ е·ҘиЎЁйқўдҪҷйҮҸеқҮеҢҖпјҢдёәзІҫеҠ е·ҘдҪңеҘҪеҮҶеӨҮгҖӮж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件еҸ¶зүҮйЎ¶йғЁеҚҠзІҫеҠ е·ҘйҮҮз”Ёе№ійқўй“ЈпјҢеҺ»йҷӨеҸ¶зүҮйЎ¶з«ҜдҪҷйҮҸпјҢе°Ғй—ӯеҢәеҹҹиһәж—ӢиҝӣеҲҖпјҢејҖж”ҫеҢәеҹҹзәҝжҖ§иҝӣеҲҖгҖӮ
йҖүз”ЁдәҶWALTERж•ҙдҪ“зЎ¬иҙЁеҗҲйҮ‘еҲҖе…·H7073717-12-2пјҢе…¶еҲҮеүҠеҸӮж•°дёәеҲҮеүҠйҖҹеәҰVc=90m/minпјҢжҜҸйҪҝиҝӣз»ҷйҮҸfz=0.06mm/ZпјҢеҫ„еҗ‘еҲҮж·ұae=6mmпјҢиҪҙеҗ‘еҲҶдә”еұӮпјҡиҪҙеҗ‘еҲҮж·ұap=0.6mmгҖӮеҚҠзІҫеҠ е·ҘеҲҖе…·дёәWALTER Protostar Ti 40зі»еҲ—зҡ„ж•ҙдҪ“зЎ¬иҙЁеҗҲйҮ‘еҲҖе…·H7073717-12-2пјҢиҜҘеҲҖе…·жңү4дёӘеҲҖеҲғпјҢеҲҖе°–еңҶи§’еҚҠеҫ„дёә2mmпјҢиһәж—Ӣи§’дёә40oгҖӮ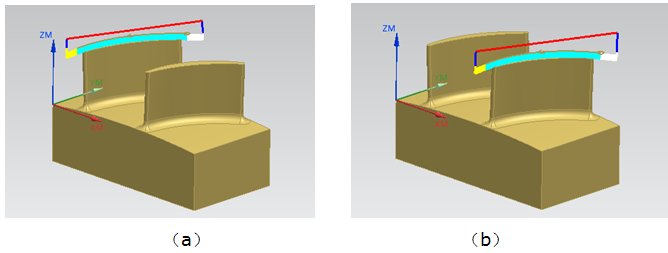
еӣҫ4.ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件еҚҠзІҫеҠ е·Ҙиө°еҲҖиҪЁиҝ№еӣҫдҫӢ
зІҫеҠ е·Ҙзӯ–з•ҘгҖӮзІҫеҠ е·Ҙзҡ„зӣ®зҡ„жҳҜдёәдәҶдҝқиҜҒиүҜеҘҪзҡ„еҠ е·ҘиҙЁйҮҸе’Ңе°әеҜёзІҫеәҰпјҢзІҫеҠ е·ҘзӣҙжҺҘеҶіе®ҡдәҶе®һйҷ…зҡ„еҠ е·Ҙж•ҲжһңжҳҜеҗҰиғҪеӨҹиҫҫеҲ°е®һйҷ…йңҖжұӮгҖӮзІҫеҠ е·Ҙж—¶пјҢеҲҶеҲ«йҮҮз”ЁдёҚеҗҢзҡ„ж–№жі•е…ҲеҠ е·ҘеҸ¶зүҮзү№еҫҒпјҢеҗҺеҠ е·ҘжөҒйҒ“зү№еҫҒгҖӮеҸ¶зүҮйҮҮз”ЁеҸҜеҸҳиҪ®е»“й“ЈпјҢжӣІйқўй©ұеҠЁж–№жі•пјҢжҠ•еҪұзҹўйҮҸдёәжңқеҗ‘й©ұеҠЁдҪ“пјҢеҲҖиҪҙйҮҮз”Ёдҫ§еҲғй©ұеҠЁдҪ“пјҢдҫ§еҖҫи§’дёә10oпјҢиҝӣеҲҖж–№ејҸдёәзәҝжҖ§-еһӮзӣҙдәҺйғЁд»¶пјҢеҲҮеүҠеҸӮж•°дёәеҲҮеүҠйҖҹеәҰVc=60m/minпјҢжҜҸйҪҝиҝӣз»ҷйҮҸfz=0.04mm/ZпјҢеҫ„еҗ‘еҲҮж·ұae=0.3mmпјҢиҪҙеҗ‘еҲҮж·ұap=1.2mmгҖӮжөҒйҒ“д№ҹйҮҮз”ЁеҸҜеҸҳиҪ®е»“й“ЈпјҢжӣІйқўй©ұеҠЁж–№жі•пјҢжҠ•еҪұзҹўйҮҸдёәжңқеҗ‘й©ұеҠЁдҪ“пјҢеҲҖиҪҙйҮҮз”ЁеһӮзӣҙдәҺй©ұеҠЁдҪ“гҖӮиҝӣеҲҖж–№ејҸдёәеңҶеј§-еһӮзӣҙдәҺйғЁд»¶пјҢеҲҮеүҠеҸӮж•°дёәеҲҮеүҠйҖҹеәҰVc=80m/minпјҢжҜҸйҪҝиҝӣз»ҷйҮҸfz=0.04mm/ZпјҢеҫ„еҗ‘еҲҮж·ұae=1mmпјҢиҪҙеҗ‘еҲҮж·ұap=0.3mmгҖӮзІҫеҠ е·ҘиҝҮзЁӢдёӯйҮҮз”ЁдәҶWALTERж•ҙдҪ“зЎ¬иҙЁеҗҲйҮ‘еҲҖе…·пјҢзІҫеҠ е·ҘзҗғеӨҙеҲҖе…·еҲҖе…·зүҢеҸ·дёәH7073717-12-2гҖӮ
еӣҫ5 зІҫеҠ е·ҘзҗғеӨҙеҲҖе…·
е®һйӘҢз»“жһңеҸҠеҲҶжһҗ
ж №жҚ®жүҖеҲ¶е®ҡзҡ„еҠ е·Ҙзӯ–з•Ҙд»ҘеҸҠеҲҖе…·зҡ„еҲҮеүҠеҸӮж•°пјҢжңҖз»ҲеҠ е·ҘеҮәж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件пјҲе…ұдёӨеқ—пјүйӘҢиҜҒдёҚеҗҢеҲҖе…·зҡ„еҲҮеүҠжҖ§иғҪпјҢж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件粗еҠ е·Ҙз»“жһңеҰӮеӣҫ6жүҖзӨәгҖӮ

еӣҫ6. ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件粗еҠ е·ҘеҗҺеӣҫдҫӢ
зІ—еҠ е·Ҙеҗ„еҲҖзүҮиҜ•йӘҢз»“жһңпјҡ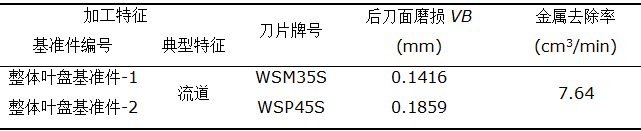
еҰӮдёҠжҳҜдёӨз§ҚеҲҖзүҮеҠ е·ҘеҹәеҮҶ件зҡ„жөҒйҒ“зү№еҫҒж—¶еҗҺеҲҖйқўзЈЁжҚҹзҡ„жөӢйҮҸз»“жһңпјҢеҗҺеҲҖйқўзЈЁжҚҹVBдёәзӣёеә”еҲҖе…·еҠ е·Ҙе®ҢжөҒйҒ“зү№еҫҒеҗҺзҡ„еҗҺеҲҖйқўзЈЁжҚҹйҮҸпјҢйҮ‘еұһеҺ»йҷӨзҺҮеҸҜеҲ©з”ЁеҲҮеүҠеҸӮж•°и®Ўз®—еҫ—еҲ°гҖӮ
иҖҢж №жҚ®еҰӮдёҠзҡ„жөӢйҮҸе’Ңи®Ўз®—з»“жһңпјҢиҝҗз”ЁжүҖжһ„е»әзҡ„зІ—еҠ е·ҘжЁЎеһӢеҸҜеҜ№еҠ е·ҘеҲҖе…·иҝӣиЎҢзҒ°иүІз»јеҗҲиҜ„д»·гҖӮзІ—еҠ е·Ҙеҗ„еҲҖзүҮжҖ§иғҪзҒ°иүІз»јеҗҲиҜ„д»·з»“жһңпјҡ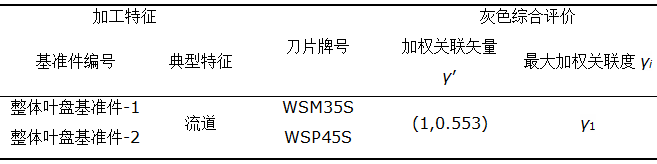
иҝҗз”ЁзҒ°иүІе…іиҒ”еҲҶжһҗжі•еҜ№еҲҖе…·жҖ§иғҪиҝӣиЎҢиҜ„д»·зҡ„е…ій”®еңЁдәҺи®Ўз®—еҮәеҠ жқғе…іиҒ”зҹўйҮҸОівҖІпјҢеҲ©з”ЁжңҖеӨ§еҠ жқғе…іиҒ”еәҰОіiжқҘеҶіе®ҡзӣёеҜ№жңҖдјҳеҲҮеүҠеҲҖе…·гҖӮеңЁеҹәеҮҶ件жөҒйҒ“зү№еҫҒзҡ„зІ—еҠ е·ҘиҝҮзЁӢдёӯпјҢеҠ жқғе…іиҒ”зҹўйҮҸОівҖІ=(1пјҢ0.553)пјҢжңҖеӨ§еҠ жқғе…іиҒ”еәҰОіi=max(1пјҢ0.553)=Оі1пјҢжүҖд»ҘеҲҖзүҮWSM35Sзҡ„еҲҮеүҠжҖ§иғҪдјҳдәҺеҲҖзүҮWSP45SгҖӮеҗҢж—¶еҸҜзҹҘпјҢдёӨз§ҚеҲҖзүҮйҮ‘еұһеҺ»йҷӨзҺҮзӣёеҗҢпјҢеҸҜзӣҙжҺҘйҖҡиҝҮеҗҺеҲҖйқўзЈЁжҚҹеҲӨж–ӯеҲҖе…·жҖ§иғҪдјҳеҠЈпјҢдҪҶйҮ‘еұһеҺ»йҷӨзҺҮзӣёеҗҢеұһдәҺе·§еҗҲжғ…еҶөпјҢ并дёҚеҪұе“ҚзІ—еҠ е·ҘиҜ„д»·жЁЎеһӢй’ҲеҜ№дёҖиҲ¬жғ…еҶөзҡ„дҪҝз”ЁгҖӮ
еӣҫ 7. ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件зІҫеҠ е·ҘиЈ…еӨ№еӣҫ

еӣҫ 8 ж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件зІҫеҠ е·ҘеҗҺеӣҫ
зІҫеҠ е·Ҙеҗ„еҲҖе…·иҜ•йӘҢз»“жһңпјҡ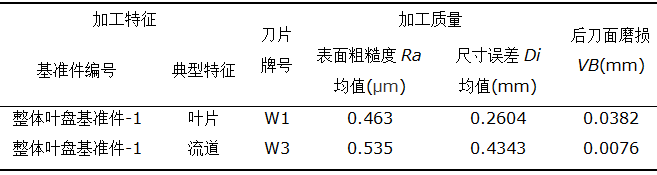
д»ҘдёҠдёәзІҫеҠ е·ҘиҜ„д»·жҢҮж ҮиЎЁйқўзІ—зіҷеәҰгҖҒе°әеҜёиҜҜе·®гҖҒеҗҺеҲҖйқўзЈЁжҚҹзҡ„жөӢйҮҸз»“жһңпјҢеҗ„жҢҮж Үзҡ„жөӢйҮҸз»“жһңжҳҜеҠ е·Ҙе®ҢеҸ¶зүҮе’ҢжөҒйҒ“зү№еҫҒеҗҺзҡ„жөӢйҮҸз»“жһңгҖӮж №жҚ®дәҺжӯӨпјҢиҝҗз”ЁжүҖжһ„е»әзҡ„зІҫеҠ е·ҘжЁЎеһӢеҜ№еҠ е·ҘеҲҖе…·иҝӣиЎҢзҒ°иүІз»јеҗҲиҜ„д»·пјҢиҜ„д»·з»“жһңеҰӮдёӢжүҖзӨәгҖӮ
зІҫеҠ е·Ҙеҗ„жңҖдјҳеҲҖзүҮжҖ§иғҪзҒ°иүІз»јеҗҲиҜ„д»·з»“жһңпјҡ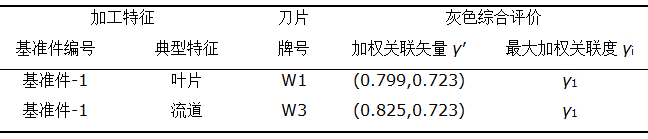
йҖҡиҝҮз”ЁжүҖе»әз«Ӣзҡ„зҒ°иүІз»јеҗҲиҜ„д»·жЁЎеһӢеҲҶеҲ«иҜ„д»·зІ—гҖҒзІҫеҠ е·ҘеҲҖе…·пјҢжңҖз»Ҳеҫ—еҮәд»ҘдёӢз»“и®әгҖӮ
пјҲ1пјүе…ёеһӢз»“жһ„зү№еҫҒеҜ№дәҺеҲҖе…·зҡ„жҖ§иғҪжңүзқҖйҮҚеӨ§зҡ„еҪұе“ҚпјҢеҗҢдёҖз§ҚеҲҖе…·еҠ е·ҘдёҚеҗҢзҡ„з»“жһ„зү№еҫҒе°ҶдјҡдҪ“зҺ°еҮәдёҚеҗҢзҡ„еҲҮеүҠжҖ§иғҪпјҢж•…жңүеҝ…иҰҒй’ҲеҜ№дёҚеҗҢзҡ„з»“жһ„зү№еҫҒдјҳйҖүеҲҖе…·пјҢжҸҗй«ҳеҠ е·Ҙж•ҲзҺҮзҡ„еҗҢ时并дҝқиҜҒеҠ е·ҘиҙЁйҮҸеҸҠзЁіе®ҡжҖ§гҖӮ
пјҲ2пјүзІ—еҠ е·Ҙж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件зҡ„жөҒйҒ“зү№еҫҒж—¶пјҢеңЁзӣёеҗҢеҲҮеүҠеҸӮж•°жқЎд»¶дёӢпјҢеҲҖзүҮWSM35Sзҡ„еҲҮеүҠжҖ§иғҪдјҳдәҺеҲҖзүҮWSP45SгҖӮзІҫеҠ е·Ҙж•ҙдҪ“еҸ¶зӣҳеҹәеҮҶ件зҡ„еҸ¶зүҮе’ҢжөҒйҒ“зү№еҫҒж—¶пјҢWALTER 4йҪҝзҗғеӨҙеҲҖе…·зҡ„з»јеҗҲеҲҮеүҠжҖ§иғҪеқҮдјҳдәҺе…¶д»–е“ҒзүҢйҪҝзҗғеӨҙеҲҖе…·зҡ„з»јеҗҲеҲҮеүҠжҖ§иғҪгҖӮ
|