|
铣刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
攻坚多种钛合金零件加工难题 需要利器协助 |
|
|
作者:航空工业西飞 尹佳 白钰 |
|
创建于1958年的中航工业西安飞机工业(集团)有限责任公司(以下简称“西飞”)是我国大中型军民用飞机研制生产的重要基地,先后研制、生产了20余种型号的飞机,在航空零部件产品中更是美国波音、法航等世界巨头的领先供应商。2017年,西飞营业收入首次突破200亿元,在经济规模、综合实力迈上新台阶的同时,也已成为中国乃至世界航空产业不容忽视的中坚力量。
短短几十年就能取得如此耀眼的成绩,这与西飞不惧挑战、勇于变革的精神是分不开的。在新的工业革命浪潮和航空装备升级换代的双重考验下,西飞的领导班子果断认识到,必须在新一轮科技和产业革命中把握机遇、迎接挑战、率先发展,大力推进以“智能制造”为核心的制造方式的转变。
“要想实现智能制造,提升生产力,‘协同’二字至关重要。飞机制造的生产部门众多,从设计商、制造商、供应商,到专业化生产单位和航空公司,环环相扣,缺一不可。只有优化各种制造资源、选择优质可靠的供应商,才能完成生产任务满足客户市场需求,从而助力企业长远发展。”西飞精益加工中心某负责人说道,“近年来,西飞精益中心就通过多种优化手段,不断提升我们钛合金航空零部件的加工效率和工件的综合性能。而在这其中,结合自身实际需求筛选优秀的刀具供应商就是最重要的措施之一。拥有完整产品系列的山高对于多种航空零件都能提供高效的刀具产品和解决方案,这非常符合我们当前的需求。”
航空零件普遍具有材料和结构双重难加工的特性,加工刀具成本高、加工质量和加工效率难以保证是生产中极易遇到的挑战,钛合金结构件更是如此。现代飞机设计技术的发展,为具有优越综合性能的钛合金应用提供了广阔的发展空间。但同时,面对钛合金结构设计复杂化的趋势,整体结构、深腔结构、薄壁结构等大量被采用,为刀具选型及切削方式的确定提出严峻挑战。西飞一直站在先进制造的前沿,精益中心对钛合金零件的加工不断创新。“在我们的技术团队针对航空钛合金结构件不同材料性能、几何特征,制定出刀具选型方法及切削策略后,山高总能在第一时间提供相应的产品和解决方案,并成功实现工件加工精度和加工效率要求,还有效降低了刀具损耗。”该负责人补充道。
复杂型腔优选高效粗加工刀具
不规则的复杂型腔是航空零件的典型结构,针对西飞钛合金复杂型腔的粗加工,精益中心技术优化团队认为大进给刀具是最佳的刀具类型。
刀具圆弧底刃的半径与其最大切削厚度的关系式为:
式中:——最大切削厚度;
R——底刃圆弧半径;
ap——铣削深度;
fz——每齿进给量。
由上式可知,在切削深度加大时,可采用增加圆弧刃的半径,降低主偏角来保持较薄的切削厚度,提高刀具寿命,缩短加工时间。
大进给刀具可实现较高的进给速度。如图1所示,相比于传统端铣,大进给刀具采用大圆弧刃半径,较小的主偏角设计,降低了轴向切深,减小了切削厚度。这种减薄切屑厚度的大进给铣削方式可有效减小主切削刃负载,同时厚度极小的切屑也可带走大量的切削热,提高刀具耐用度,缩短加工时间。而这一优势对于复杂型腔的粗加工也非常适用。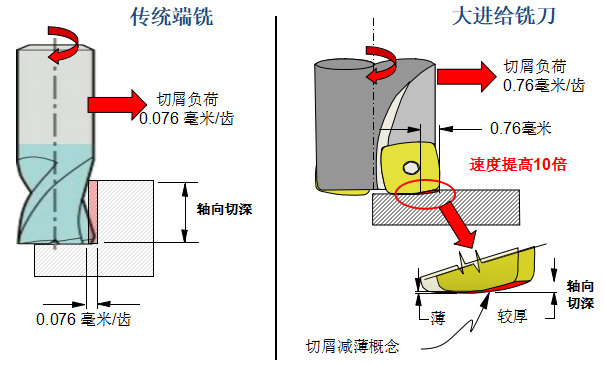
图 1大进给刀具与传统立铣刀对比
在西飞精益中心复杂型腔粗加工过程中,山高为其提供了一款可转位大进给铣刀,不仅帮助西飞在加工中实现了较高的切削速度和进给速度,由于大进给铣削方式带来的较小的铣削深度,还可实现较均匀铣削余量,有利于后续加工的稳定铣削。
插铣刀可作为深槽加工的首选
“对于航空钛合金结构件的深槽加工,由于其材料本身的难加工特性加上深槽腔和转角的几何特征等,使其加工的精度和稳定性非常难保证,一度十分困扰我们。山高在了解我们的需求和难点后,给出了插铣刀具的方案,达到了很好的效果,远远超过我们的预期。”精益中心负责人介绍说。
图 2 插铣刀典型结构
插铣是一种针对较深腔槽或转角的高效加工方法。对于复杂结构件深腔加工、转角加工等难题,插铣加工技术具有独特的优势。“在实际加工中,插铣与传统铣削非常不同,插铣使用刀具末端进行切削,而不是侧部,主要产生轴向力。插铣刀可用于刀具悬伸量大的应用场合,在深槽加工或难加工材料方面,结合韧性好的刀片材质和锋利的槽型,可助力客户取得良好的生产效率、加工效果以及经济优势。”来自山高技术团队的贾建平补充道。
图 3 插铣刀具加工示例
圆刀片铣刀以其灵活性提高加工效率
为更好地助推西飞钛合金加工,针对航空结构件中存在的多类型面特征,山高采用了可适应各种类型面加工的圆刀片铣刀,提高加工效率。
图4 典型圆刀片铣刀
“山高的圆刀片因其特有的几何角度,拥有很高的强度,非常适用于钛合金这种难加工材料的加工,并且能获得很高的金属切除率和刀具寿命。”西飞精益中心负责人介绍说。
“圆刀片铣刀还可用于很多类型的切削方式,如圆周插补和螺旋插补斜坡铣、方肩铣削、铣槽、插铣和斜坡铣,是三维铣削中灵活性最好的刀具。”贾建平补充道。
不同需求不同应对
不同的零件结构,其在加工中的需求和着重点也不一样。对于较为简单的轮廓或型腔结构,加工中的经济性不容忽略;而对于开槽加工,严格标准下的安全性则至关重要。“山高的技术团队在给出每一个解决方案前都会与我们进行深入的沟通,了解我们的加工需求,真正做到不同需求不同应对。”精益中心负责人介绍说。
在轮廓或简单型腔结构加工中,西飞精益中心选用了山高的玉米式铣刀。玉米铣刀不仅可实现大切深、大切宽强力铣削方式,还能极大增加切削力和切削效率。最重要的是,玉米铣刀在实际加工中,可使用各种几何形状刀片且每个刀片都可多次转位的优势,帮助精益中心最大程度地降低了大型钛合金零件粗加工的切削成本。
图 5 玉米铣刀
航空部件的成本非常高,生产过程中的安全性至关重要。为匹配自己强大的产品实力,西飞精益中心对钛合金的开槽加工有着极为严格的要求,而这恰恰是已积累丰富经验的山高可以提供的。针对西飞航空钛合金结构件存在诸多狭窄槽腔的几何特征,山高开发的JCO710波纹铣刀,可提供较长的刀具寿命和非常高的加工安全性,非常适合大轴向切深的不锈钢和钛合金的高效粗加工,应用于航空航天工业中大型部件的加工后,达到良好的效果。
图 6波纹铣刀
新一代航空装备的研发和大量新材料、新结构、新技术的应用,对航空制造提出了更高的要求。面对机遇和挑战,西飞将在山高这样优秀供应商的陪伴下,持续创新、不断变革,为建设新时代航空强国贡献力量。
山高总部设在瑞典法格斯塔市,致力于开发创新的金属切削解决方案,并与客户密切合作以全面理解和专注于满足他们的需求,因此誉满全球。我们在 50 个国家/地区雇用了 5000 多名员工,并通过培训、发展和员工认同计划以及开放的沟通环境来提升我们团队成员的能力。我们的员工展现了三个核心价值观 – 热忱待客、家庭归属感和个人承诺,它定义了我们的经营之道以及我们与客户、供应商和其他合作伙伴之间的交往方式。如需了解更多信息,请访问 www.secotools.com。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(9/10/2018) |
对 铣刀 有何见解?请到 铣刀论坛 畅所欲言吧!
|