铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
数学模型可以有效地计算出刀具寿命
作者:山高刀具集团技术培训经理 Patrick de Vos
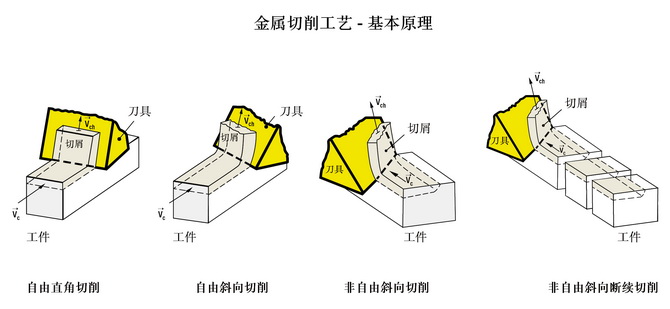
在金属切削加工中,刀具 会使工件材料变形,并以切屑形式将其剪切下来。 变形过程需要大量的力,刀具会承受多种机械、热、化学和摩擦负荷。一段时间过后,这些负荷最终会导致刀具由于磨损过于严重而必须更换。通过恰当地预测刀具寿命,制造商可以根据刀具磨损情况精确地规划金属加工工艺,并因此控制成本,以及避免由于意外的刀具行为或不可接受的工件质量而造成意外停机。
其中的 Q 代表磨损速度,K 代表恒定磨损系数,W 代表总计正常负载,L 代表表面的滑动距离,H 代表两个表面中更柔软表面的硬度。此模型主要认为,由于磨蚀性磨损而损失的材料数量与摩擦力成正比。
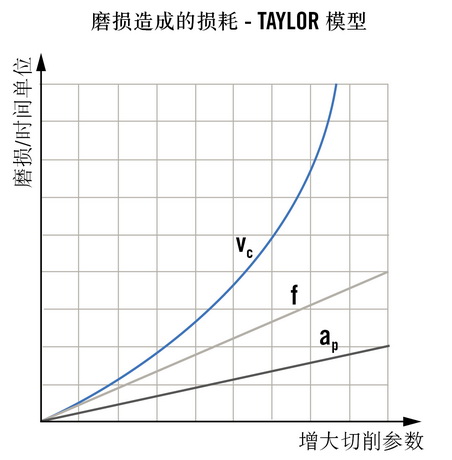
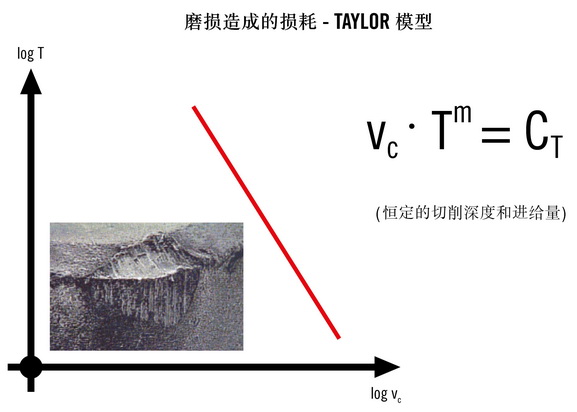
这促使 Taylor 开发出了一个重点关注各种切削速度所产生影响的模型。Taylor 基本模型的等式是 vc * Tm = CT ,其中的 vc 代表切削速度,T 代表刀具寿命,m 和 CT 是常量,CT 代表影响一分钟刀具寿命的切削速度。
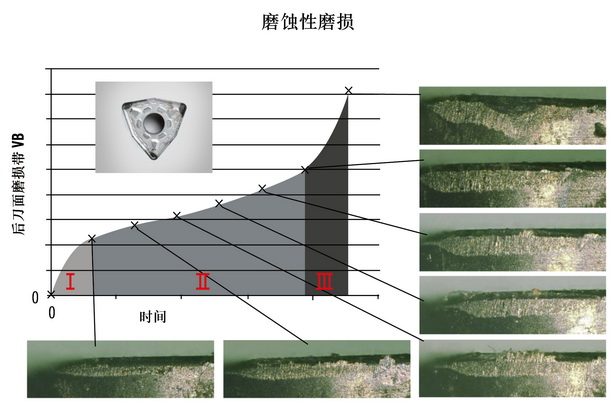
因此,Taylor 模型不适用于较低的切削速度,当切削速度较低时,工件材料会粘附和积聚在切削刃上并影响切削质量和损坏刀具。此外,在此模型范围外的高切削速度足以产生化学磨损。低速和高速磨损模式具有一个共同的特点,那就是不可预测性 - 粘附机制和化学机制会或快或慢地产生磨损。Taylor 模型立足于刀具寿命的第二阶段,也就是稳定而且可预测的磨蚀性磨损。
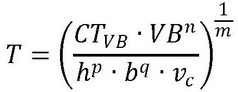
更多的实验催生出了一个扩展的 Taylor 刀具寿命模型等式,该等式包含了更多的变量,因此也变得更加复杂:
其中的 T= 以分钟为单位的刀具寿命,vc 代表切削速度,h 代表切屑厚度,b 代表切屑宽度。该等式还包含了一个表示刀具前角的变量以及一些适用于各种工件材料的常量。抛开其他因素不谈,此模型在一次更改一种切削条件时最准确。同时更改多种条件可能会产生不一致的结果。
尽管是后见之明,但从当今金属切削技术水平和复杂程度的角度来看,Taylor 模型无疑存在着一些缺陷。即便如此,在其悠久的历史中,Taylor 模型依然为刀具寿命预测打下了坚实的基础,在某些条件下仍然能够提供有效的刀具寿命数据。
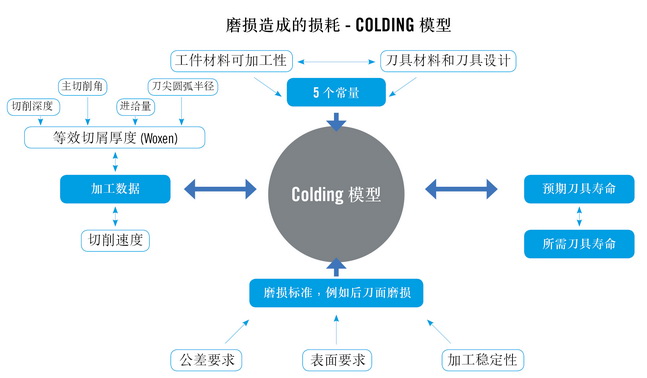
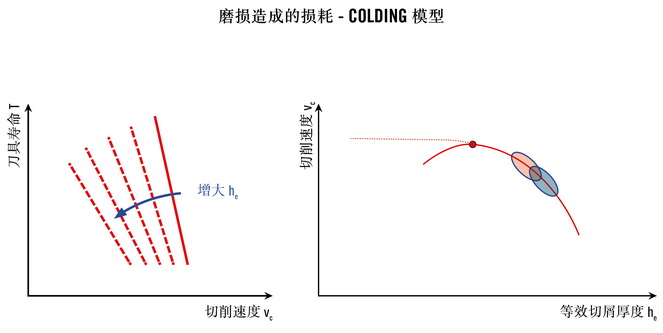
Colding 模型
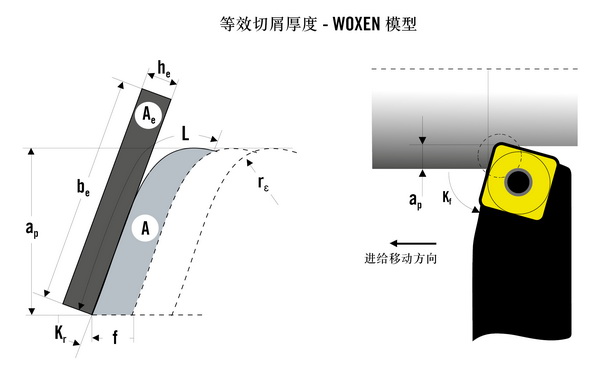
Colding 发现,更改等效切屑厚度(进给量)会改变切削速度与刀具寿命之间的关系。如果增大等效切屑厚度,则必须降低切削速度以保持同样长的刀具寿命。切屑厚度越大,更改切削速度后所产生的影响也越大。
当加工可产生稳定磨蚀性磨损的常规材料(例如钢材)时,该曲线得出的估算值没有太大价值。但在加工超级合金和钛合金等容易应变硬化的材料时,此模型在 Taylor 范围之外的预测能力就变得非常重要。这是因为当等效切屑厚度较小时,刀具会切削应变硬化的材料,因此会导致切削温度上升并需要降低切削速度以降低温度和保持刀具寿命。
机床 操作员都希望知道切削刀具在出现磨损或失效之前还能坚持多久。但与此同时,他们还必须在刀具使用寿命内充分地应用刀具。刀具寿命建模已经从简单地手工记录个别运算的结果发展为运用复杂的模型并以数学方式纳入尽可能多的切削工艺变量。
文章内容仅供参考
(投稿 )
(4/20/2016)
山高刀具(上海)有限公司联系方式:
网址:
http://www.secotools.com.cn
电话:86 -21 -60912806
地址:
中国·上海·上海市浦江镇浦星公路797号4号楼 201114
铣刀论坛 畅所欲言吧!