铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
用于粗铣加工的先进软件和刀具
作者:Teun van Asten MSc.
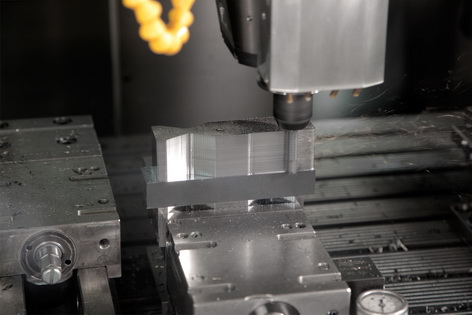
制造商从未停止过探求提高其加工速度、质量和成本效益的方法。为了满足该需 求,机床 、CAM 软件和刀具 供应商在不断地开发新产品和应用策略。这些产品和策略的结合可在特定加工场合中提供最高的生产率。例如,目前在粗铣加工领域的最新进展清楚地表明了综合应用先进金属加工技术的优势。
铣刀 的刀具侧面以特定的轴向 (ap) 和径向 (ae) 切削深度接触工件。在简单的侧铣加工中,每次走刀时刀具的径向吃刀量或接触弧的变化最少。因此,操作员可以调整接触弧,以充分利用高效的立铣刀设计特点,包括多个刀刃和较厚的增强芯部。增加刀刃数量能够提高进给率,而坚固的刀具芯部能够承受重型加工负载。
通常,为大切削深度和宽度及重负载设计的刀具在任何一种方法中都非常有效。但在第二种方法中,多刃刀具和采用增强芯部设计的刀具在大轴向深度下遇到大接触弧时,将面临切屑控制问题。可用的轴向切削深度与径向切削深度之比更受限制。
在某些应用中,添加特定的刀具槽型特征将提高刀具性能。例如,山高将分屑槽加入其 Jabro JS554-3C 立铣刀的切削刃中。这些分屑槽是刀刃上的一系列小槽,其间距是刀具直径的一倍。
先进的粗加工软件,与设计用于最大限度发挥其优势的刀具配合使用时,可提高每次铣削走刀的切削量,并带来更快的加工周期。涉及摩托车发动机铝壳加工的模具 应用就是一个恰当的例子。制造商力求缩短在只使用高进给粗加工工艺情况下长达 15 小时的加工周期。
结论
文章内容仅供参考
(投稿 )
(3/23/2016)
铣刀论坛 畅所欲言吧!