|
铣刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
石墨电极铣削 |
|
|
newmaker |
|
石墨是一种非常抗腐蚀、耐高温以及耐磨的材料。但是由于石墨质坚而脆,所以采用车、铣等常规机械加工方法时,往往在加工表面会产生崩碎现象。在运用现代化的加工中心进行工具和模具制造过程中,石墨电极的加工需要极其精确而稳定的铣削工具:这对于每一位切削工来说都是一项巨大的挑战。由于现代化的数控设备基本都能够对花丝结构和模具进行精确到微米的加工制造,因此最大的区别在于用于加工石墨电极的铣刀质量。
Zecha硬质合金刀具责任有限公司生产了很多性能出色的精密刀具系列,模具精度和圆形加工精度都极高。为了使铣刀在涂层后不仅能够加工特殊的几何结构,而且更加耐磨,这家来自科涅施巴斯泰因市的刀具制造商寻求一家知名的涂层制造公司的帮助。
坚硬的金刚石涂层
Arndt Fielen,Zecha公司的领导人这样说道:“多亏了他们在硬质材料涂层领域的能力和为Zecha特别研发的CVD金刚石涂层,使得我们的铣刀在使用寿命和圆形加工精度上都有了明显的提高。”金刚石是世界上最坚硬的物质,维氏硬度达到10000HV,具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点,可以用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其他韧性有色金属材料的精密加工。
Zecha公司开发了一系列直径大于0.1mm的全硬质合金刀具。高端系列的球形铣刀和环面铣刀有双刃和四刃两种规格规格,直径分别为0.2~12mm,或者0.4~16mm。“这种刀具在粗加工应用方面尤为专业”,Arndt Fielen这样说道。
高端铣刀的模具和圆形加工精度能够达到10μm。此外切削力非常小,这一点对于石墨的铣削来说也是非常重要的:防止出现外形错误,提高表面加工质量。
高质量的刀具尤其适用于标准化应用。经过证明,使用金刚石涂层,球形铣刀直径能够达到0.2~10mm,环面铣刀直径能够达到0.2~12mm。尤其值得一提的是,使用双刃铣刀铣削复杂的几何形状时,圆形加工精度能够达到5μm,模具精度能够达到±7μm。Zecha公司推出的高端系列,其设计工艺都是为了配合加工石墨而设的,为大批量生产提供了性能极其出色的铣刀。刀具上特别研制的坚硬耐磨的金刚石涂层及高潮涂层技术和微细打磨工艺的互相配合,使刀具尺寸制成后仍能维持高精度,达到出色的表面质量,并将公差降至最低值。能够达到的模具精度约为5μm,圆形加工精度约为3μm。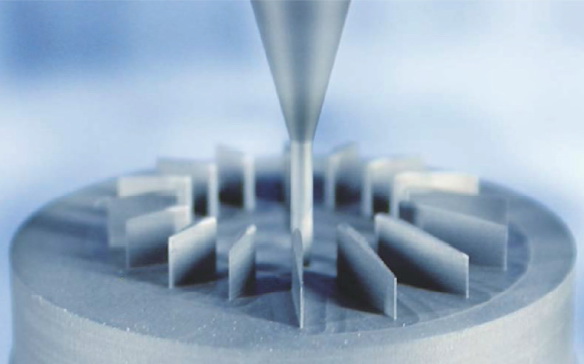
图1 模具、圆形加工和直径的公差非常小:
Zehca公司的VHM刀具正在稳定工作,几乎无振动。
此外,直径为0.1至10mm以及12mm的球形铣刀和环面铣刀还具有使用寿命长以及铣削加工时间短这两大优势。Arndt Fielen介绍了这两种刀具的优点:“双刃和四刃石墨铣刀在3D加工中能够达到最大的加工速度。”
无振动的Seagull铣刀
除了标准长度的铣刀以外,高端系列还推出了Seagull铣刀用于切削加工应用。这种铣刀非常适合铣削微粒石墨,比如加工自由形状的表面和凸纹几何结构,以及精整加工。与常规的环面铣刀和球形铣刀最大的区别在于,Seagull铣刀配备了专利的短刀片和特殊的几何形状。Arndt Fielen说道:“普通的铣刀的切削压力通常过大,因此会导致外形加工错误或者表面加工质量下降。Seagull刀具铣削更加专业,能够铣削5μm以内的非常薄的花丝结构的模具。”这种球形铣刀的总长度为40~120mm,直径为0.3~10mm。而环面铣刀的直径能够达到1.0~12mm,总长度能够达到60~120mm。该系列铣刀尤其适用于狭长且深的结构加工。(end)
|
|
| 文章内容仅供参考
(投稿)
(12/4/2015) |
对 铣刀 有何见解?请到 铣刀论坛 畅所欲言吧!
|