铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
成功的加工需要富有成效的平衡
作者:山高刀具集团技术培训经理 Patrick de Vos
当使用千差万别的工件材料生产各种部件时,制造商会采用多种加工工艺。 不管什么工艺,但制造商们都有一个共同的目标,那就是在指定的时间内,以适当的成本,生产出一定数 量的、满足质量要求的工件。
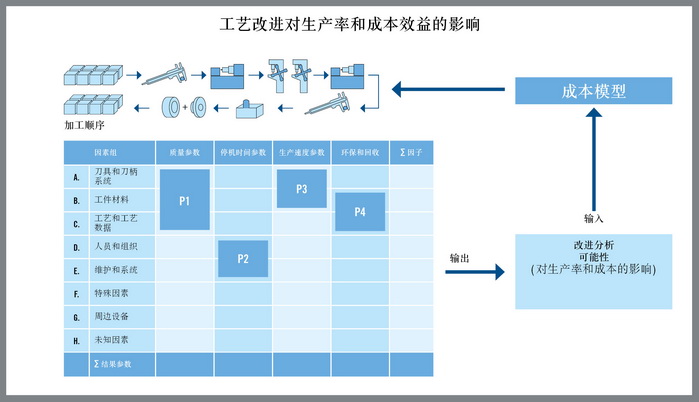
刀具 ,然后按照兵来将挡、水来土掩的思路解决问题。但如果将这种方法反其道而行之,则可以降低成本、提高效率。制造商不能等到问题出现之后再对个别加工操作进行调整,而应致力于首先制定旨在消除不合格零件和意外停机时间的前瞻性预案。建立了稳定可靠的工艺之后,通过运用生产经济学的理念,可以帮助制造商在生产速度和制造成本之间找到平衡。随后,在可靠、经济、高效加工的基础上,制造商可以选择能够全面优化加工工艺的刀具和切削条件。
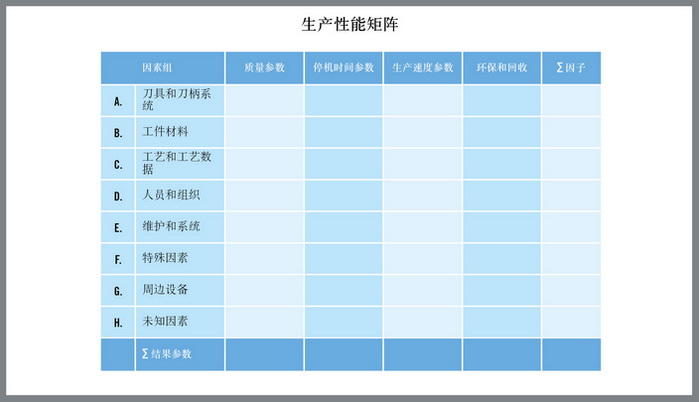
机床 维护、CAM 编程、刀柄系统以及冷却液的应用。工作处理自动化,例如托盘或机械化零件装载/卸载系统,也可以是评估的一部分。
最大限度缩短意外停机时间
夹具 、装载和卸载工件以及更换刀具的时间。
微观和宏观
与切削无关的问题
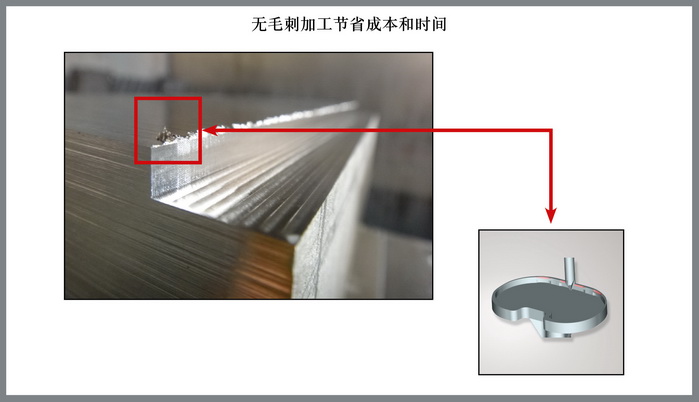
从全局的角度进行工艺优化并不一定很复杂,它也涉及一些非常基本和简单的操作及分析。通过研究废旧的刀具,可以从广阔的视角了解车间的现状。例如,如果车间一般采用切削刃为 12 mm 长的刀片,而刀具上的磨损形式仅达到 2 mm 或 2½ mm,那么该车间所使用的刀片对于所进行的工作来说可能过大。具有 6 mm 切削刃的刀具可能绰绰有余,但具有 6 mm 切削刃的刀具要比具有 12 mm 切削刃的刀具便宜很多。通过执行这样的简单观察即可将刀具成本降低 50% 且不会降低生产率。(end)
文章内容仅供参考
(投稿 )
(12/16/2015)
铣刀论坛 畅所欲言吧!