铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
通过十个简单的步骤实现最高的性能和生产率
作者:山高刀具集团 Patrick de Vos
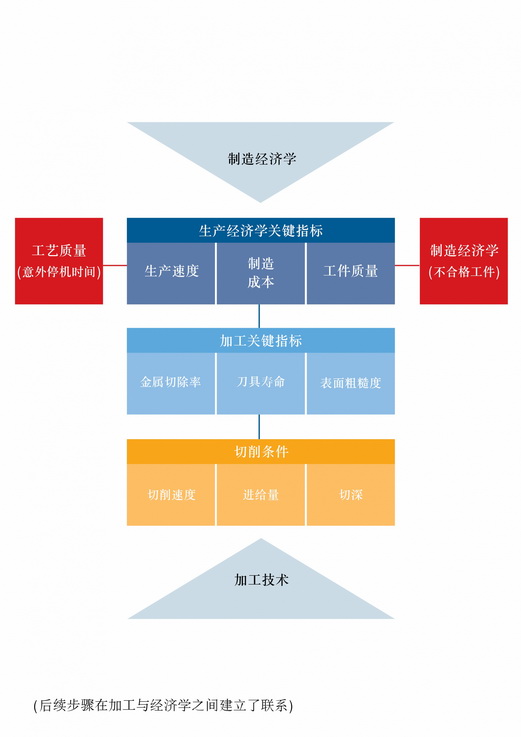
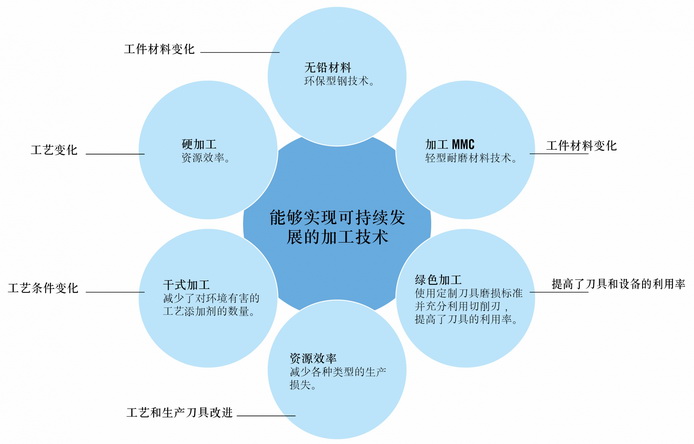
所有加工车间都面临着同一项任务,那就是将原材料转化为成品工件。 加工出来的产品必须具备指定的质量水平、达到所需的数量并在所要求的期限内交货。与此同时,还必须解决可持续性问题和环境问题。为了保持竞争力和盈利,车间在不断寻求以最经济、高效的方式完成自己的任务。
三个阶段和十个简单步骤
刀具 和切削条件。下一个阶段是整合阶段,也就是将所选的刀具和策略全部整合到加工工艺中。第三阶段是实现,用于将工艺付诸实施。
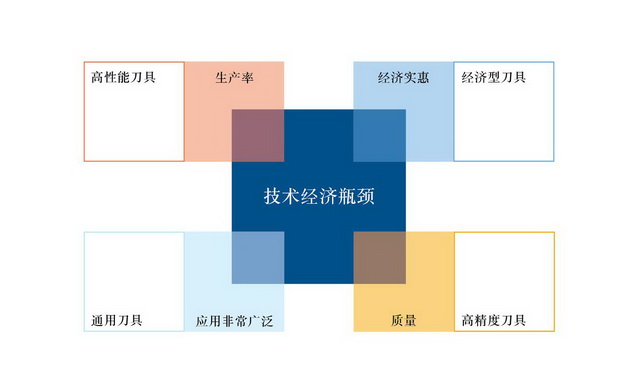
寄希望于利用廉价刀具加工出优质的零件时,往往会得到不合格的零件,而且其花费还要超过高价刀具的费用。另一方面,当质量要求不太严格时,高精度刀具的一些功能会得不到用武之地。了解流程的最终目标是做出极具经济效益的采购决策的第一步。
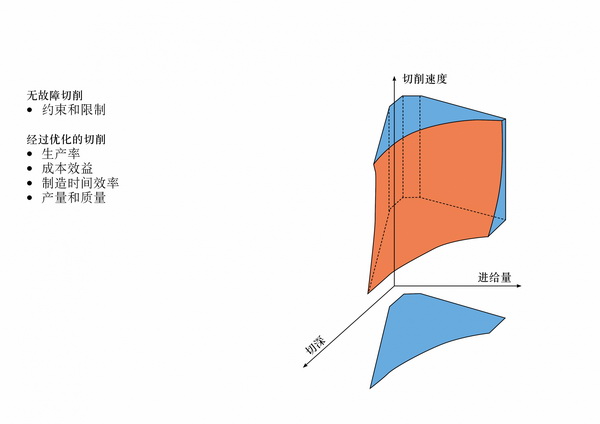
机床 功率和稳定性以及客户对于尺寸和表面粗糙度质量的需求。切削条件千差万别,而参数的各种组合对切削力和表面粗糙度产生的影响可能会导致用户无法作出某些选择。
尽管如此,为了突破工艺约束,仅仅全面减小切削参数并非是明智之举。例如,与更改进给量相比,更改切深对机床功耗产生的影响更大。在减小切深的同时增大进给量可以在机床功率有限的约束条件下提高生产率。
例如,使用两个单独的刀具来车削轴并加工出一个具有两个方肩的宽槽。具体而言,使用其中一个刀具将轴车削到所需的直径并切削一个方肩以及槽的宽度,然后使用第二个刀具切削另一个方肩。每个刀具都经过单独编程和优化,因此产生了各自的编程和管理成本。
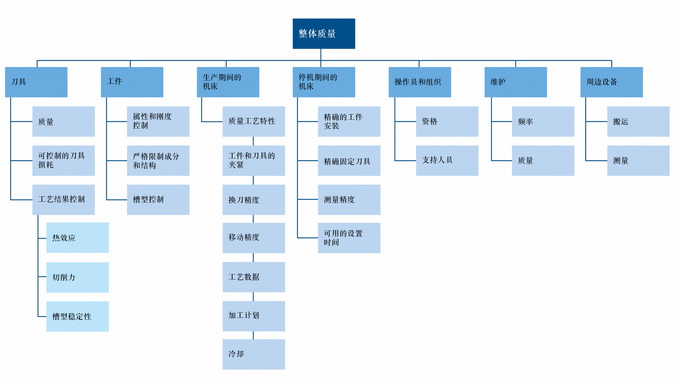
很明显,有些质量问题(例如毛刺)是必须解决的问题。但在某些情况下,少量的支出并不值得计较 - 与刀具将要加工的大型钛合金航空航天部件的高昂价值相比,区区几欧元或几欧分的刀具成本差异是微不足道的。为了实现最高的成本效益,车间应当根据工件的功能和质量要求定制生产质量。
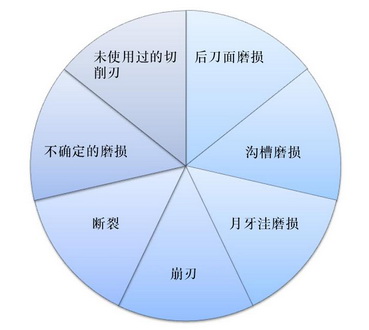
即使是相同的刀具,其有效寿命通常也会比平均使用寿命或长或短。预防性刀具维护基于这样一种理念:在刀具达到其最短预期使用寿命之前将其更换,以确保在刀具磨损过多甚至断裂之前予以更换。但这种方法会导致使用寿命能够达到甚至超过平均寿命的刀具无法物尽其用。
一种相对较新的基于刀具寿命建模的方法借助计算机计算和模拟来提供预测性的刀具损耗数据并指出应当何时更换刀具。尽管花费要更高一些,但可以利用传感器来实时跟踪刀具的磨损情况,从而进一步完善结果。通过利用预测性刀具维护,有望将刀具成本降低 15%、20% 甚至更多。
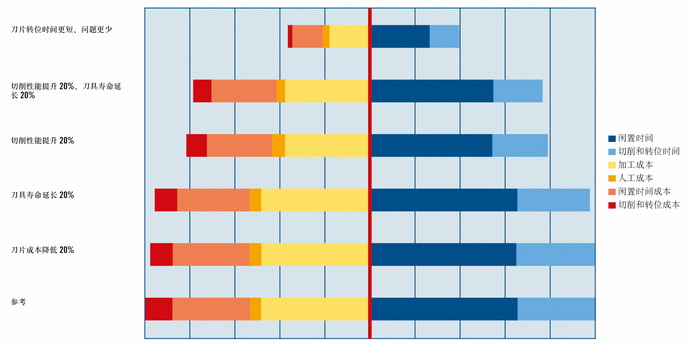
制造商通常认为缩短加工时间的最佳方法是提高加工参数。大多数车间都没有充分认识到工程设计等活动所消耗的时间。在零件从图纸到交付的这一过程中,工程设计这项任务可能占据了总耗时的 40% 之多。刀具故障、质量问题或切屑控制问题所产生的意外停机时间也可能被忽视了。当分析工作活动和成本时,必须考虑到零件生产时间所涉及的全部因素。(参见附注)
结论:第 4 阶段和 STEP 培训
(附注)跟踪隐性成本
文章内容仅供参考
(投稿 )
(1/5/2017)
铣刀论坛 畅所欲言吧!