铣刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
数据引发了第四次工业革命
作者:山高刀具集团技术培训经理 Patrick de Vos
单从加工角度来看,制造业坚持追求在一定时间内以一定的成本生产出正 确精加工的工件,但这种做法已经难以为继。除非出现突破性的刀具 解决方案,否则只注重提高金属切除率的传统方法最多只能将产量增加几个百分点。
机床 控制以及后来的计算机化控制和自动化的涌现,制造技术的第三次革命随之到来,不但实现了更高的精度和灵活性,还有利于开展小批量且种类繁杂的零件制造业务。
现如今,在将近 40 年之后,传感器和计算机技术在精度、速度和价格方面都有了很大的改观。制造工艺研发本身历经四十个年头,已经积累了丰富的经验并能够非常深入地了解关键的加工要素。
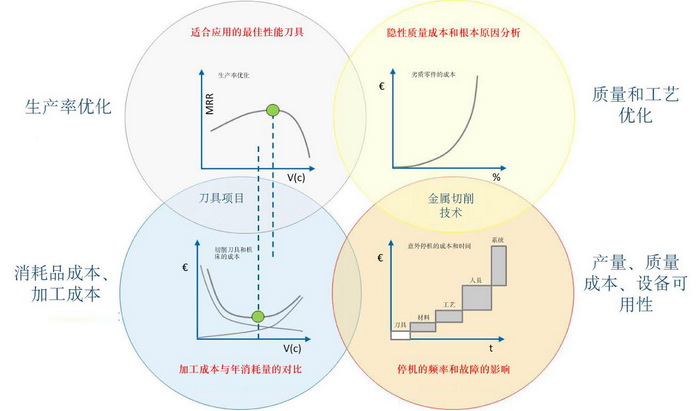
金属切削的核心是切削刀具与工件的互动。不过,在传统的加工工艺开发方法中,通常将切削刀具放在最后一位去考虑。当制定工件生产计划时,用户通常首先选择机床,然后是夹具 、冷却系统和其他设备,最后才是切削刀具。这就造成了这样一种情况:切削刀具必须弥补其他并非最佳选择的工艺要素的不足。
尽管编程和维护等计划活动都发生在加工时间以外,但其他因素,例如操作员犯错、刀具破损、工件损坏以及系统问题,都会无谓地导致加工时间变长、成本增加。在损失的时间中,切削刀具只占很小的比例,工件材料和工艺异常情况也是如此。工作人员和系统耗费的时间所占据的比例要高出许多。
附注:制造业的循环演变
文章内容仅供参考
(投稿 )
(10/7/2016)
铣刀论坛 畅所欲言吧!