|
铣刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
高迈特KOMET®面铣刀提升铸铁加工生产力 |
|
|
作者:KOMET |
|
数控机加工服务提供商拉斯曼公司在铸铁材质大型泵壳的铣削加工时,预见到技术改进的空间。他们尝试使用高迈特KOMET® hi.aeQ面铣刀切削,结果刀具寿命增加了一倍,同时进给值与之前使用的刀具相比获得了大幅改进。这些测试成果在过去一年中都已成功转换到生产实践之中。
沃纳·拉斯曼机械制造有限公司,成立于1960年,总部设在德国利特鲁德,靠近不来梅市。拉斯曼公司从一个小型企业成长为一个中等规模的公司,以生产航运业的舵机为主营业务。“这些产品材料以钢件为主。”工厂经理托马斯·梅德罗解释说:“今天,我们能够生产高达68吨重的大型舵机,从钢件、切削加工、喷砂和油漆,一直到最后的组装和现场交付安装”。
然而对于机加工生产,更重要的是经济性。作为一个经验丰富的数控机加工服务提供商,拉斯曼公司订单应接不暇,其中需求最多的是大型复杂零件的加工。冗杂的机加工日常操作包括跨领域大容量高压泵零部件的精密加工,这些部件主要应用于海事、化工以及分析设备中的超高真空壳体。
在沃纳·拉斯曼有限公司,机加工业务中铣削占80%、车削占20%。铣削加工区拥有4台配有托盘交换系统的加工中心,如有必要,能实现五轴同时从部件五面加工。除此以外,还有3台多轴自动化多功能加工中心用于高效加工,如有需要,还可完成高精度车削。
大型机床是尤其要获得重视的。拉斯曼最近投资了一台车床,车削长度达十米,最大车削直径1600毫米。铣削部门今年也将投资新设备,铣削团队已经在征询一台X轴行程10米的镗床。 “当你在利特鲁德进入我们工厂时,你难道不希望看到它们吗?”托马斯·梅罗德微笑着说。 “在我们的大型机床上,我们能加工重达25吨的工件,工件由特殊材料制成,如抗磁潜艇钢以及超合金领域中使用的其他材料。”
甚至外围设备也是令人印象深刻:生产计划团队创建了适用于量产模式的全部加工程序,并将这些程序通过在线传输到机床上。同时,选定的刀具会在先进的μ级测量仪上进行调整和测量,以及验证后装载在机床上,测量数据也会通过网络传输到相应的机床。
高迈特集团 –高端制造技术领域强大的合作伙伴
谈到刀具领域,高迈特集团是精密刀具一站式供应商之一,拉斯曼公司多年来一直保持与高迈特集团的紧密合作。托马斯·梅罗德回忆说,“25年前当我开始在这里工作时,高迈特KOMET®刀具就已经成为这里标准装备的一部分,如ABS®刀具夹紧、延长杆和减径系统,在当时就已被使用,而且至今还在发挥作用,使我们的加工过程尽可能更经济。“
让我们浏览一下装备在刀库上的高迈特集团许多不同用途的刀具,它们应用于机加工生产领域。- 如ABS®刀柄,可灵活延长或减小直径以适应加工需求的MicroKom® hi.flex精镗系统,MicroKom® M04数显微调精镗头和M03带平衡装置高精度微调精镗头,TwinKom®双刃高效粗镗刀,KUB Trigon® 和KUB Centron®刀片式钻头以及KUB® V464模块化刀片式钻头。 “我们还使用KOMET®整体硬质合金钻头和铣刀,JEL®螺纹铣刀和DIHART®铰刀,”工厂经理梅罗德如此说道。
图一:KOMET® hi.aeQ芯轴式面铣刀
利特鲁德工厂目前使用高迈特的最新研发刀具是KOMET® hi.aeQ芯轴式面铣刀。继巴特勒数控加工中心上试刀成功后,马扎克加工中心在过去一年中几乎每天都使用这款铣刀加工泵壳体,并获得了稳定可靠的工艺保障。尺寸为1000×1000×400毫米的灰铸铁工件,需要至少三个侧面同时面铣操作,以便其他工件安装。
在德国下萨克森州地区负责高迈特产品销售和技术顾问的海柯·菲舍尔,向我们推荐直径为160毫米KOMET® hi.aeQ面铣刀来完成这个任务。这款芯轴式铣刀的基体安装了20片Q80可转位刀片,所有刀片被交替地垂直和水平布置在刀体上。目的是与之前使用的陶瓷刀片铣刀相比,实现经济效益的改善,即达到更长的刀具寿命和较短的加工时间。 “抗振切削是一个决定性的因素,”加工专家菲舍尔解释说。 “相对于壳体的大尺寸来说,壳体的壁薄,厚度仅有25毫米,这是一个真正的挑战。”
图二:托马斯梅德罗和令人震撼的大型舵机
KOMET®铣刀在改进切削参数和降低可转位刀片消耗方面令人印象深刻
高迈特应用工程师托马斯·赫斯在确定理想的切削参数方面提供了支持,“我们进行了各种测试,干式和湿式切削,发现最好的结果是使用干式切削实现的,在切削速度Vc= 360米/分钟、进给速率每转3.0mm的情况下,我们能够达到520米的刀具寿命。这相当于每齿进给fz= 0.15毫米/齿,其加工深度为ap =1.5毫米。”这些数字令人印象深刻,特别是考虑到仍然有改进的余地。托马斯·梅德罗解释说:“马扎克机床已经使用了20年,当我们在确定切削参数时这是我们不得不考虑的问题。”
这一成功在很大程度上归功于硬质合金可转位刀片。它们具有8个可用的切削刃,最初设计用于锪孔加工,然而却非常适合于铣削加工。它们有一个特殊的涂层,保证了很高的稳定性和优异的切削性能。这使得即使在高速铣削时,刀具和工件也不易产生振动。
图三:高迈特KOMET® hi.aeQ芯轴式面铣刀
托马斯·梅德罗对KOMET®hi.aeQ面铣刀印象深刻,“我同事们使用机床加工,每天记录测试结果。与之前的陶瓷刀片铣刀相比,在同样的进给率和速度等切削参数下,使用高迈特的这款面铣刀我们每个刃可以达到双倍的刀具寿命。而且,我们还能达到相当完美的高效进给率,从而缩短了加工时间。每个可转位刀片的八个切削刃在加工过程中有更好的经济性。而且最重要的是,铣削过程保证了工艺可靠性。“
铸铁加工会遇到诸如铸造缺陷和杂质等常见问题。高迈特KOMET ®hi.aeQ铣刀可以处理这些问题,并且游刃有余。菲舍尔解释说:“我基本上采用圆周插铣原则。如果切削铸铁件时会遇到上述缺陷和杂质的问题,切削刃的前端会出现崩刃,但还不会影响到刀片座。另一方面,用非常锋利的切削刃切到缺陷位置时,经常会整个刀片崩掉。这意味着,刀片座也会受损,因此,铣刀需要进行修理或取出来无法使用。“
在拉斯曼,在刀具装配阶段就需完成刀片更换工作。根据机床操作员反映,“使用KOMET® hi.aeQ面铣刀,要比其他供应商提供的刀具更容易更换刀片。夹紧螺钉很容易拧开,接着转动刀片换一个刃口,再次拧紧螺钉。无需调整刀片高度,因为20个刀片会有一个总的2/100到3/100毫米的最大偏移量。“这意味着加工灰铸铁时,表面光洁度可达Ra=0.6μm。 “即使是加工球墨铸铁EN-GJS-600-3时,我们仍然可以达到Ra=0.8 - 1μm,”应用工程师赫斯解释说。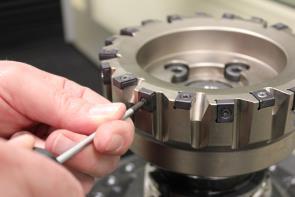
图四:轻松改变可转位刀片:松开螺钉,转动刀片,拧紧螺钉,就大功告成了。无需进一步设置。
如果需要满足更高表面光洁度要求时,高迈特技术顾问海柯·费舍尔提供给我们一个特殊的理念:“这款铣刀还带有精密刀片座调整选项,从而用户可以高精确度调整每个独立的可转位刀片“。KOMET® hi.aeQ面铣刀现在也设计有用于加工钢件的可转位刀片。由高迈特集团提供铣刀的范围总体上持续增加,可以在新的铣刀样本目录中查询到。
图五:高迈特KOMET® hi.aeQ芯轴式铣刀提供多种与直径相匹配的刀片,每个可转位刀片具有八个可用的切削刃。
自成体系的芯轴式面铣刀
KOMET® hi.aeQ高性能芯轴式面铣刀是铸造材料可靠方肩铣和面铣的理想刀具。芯轴式铣刀的化学镀镍基体上立装有Q80可转位刀片,每个刀片有八个可用切削刃。它们被交替地垂直和水平布置在刀具的圆周上并保证了非常高的稳定性。它们的特点是低切削力,这反过来又意味着降低功率消耗。低振动、稳定铣削的特性也降低了主轴上的负载。当现代化的基材和特定加工任务相匹配的涂层相结合时,这个理念保证了特别高的工艺可靠性。可转位刀片还可以提供PVD或CVD涂层。上述KOMET® hi.aeQ芯轴式面铣刀可用直径为40,50,63,80,100,125和160毫米。(end)
|
|
| 文章内容仅供参考
(投稿)
(9/5/2015) |
对 铣刀 有何见解?请到 铣刀论坛 畅所欲言吧!
|