|
铣刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
铣削加工中机械负荷的控制 |
|
|
作者:山高刀具集团技术培训经理 Patrick de Vos |
|
本文是第三篇介绍金属切削刀具的应用与加工过程中产生的负荷的系列文章。第 一篇文章重点介绍了车削加工中的基本金属切削概念以及刀具槽型、进给量和机械负荷之间的关系。第二篇文章分析了铣削加工中刀具定位和刀具路径对机械负荷的影响。本文继续探讨铣削加工,说明在以铣削加工为主的断续切削工况中,刀具和切削参数的选择对热量的产生、吸收和控制有何影响。 热量难题 金属切削在切削区内产生的温度高达 800 至 900 摄氏度,在该切削区内,切削刃会促使工件材料变形并将其切除。在连续车削加工中,热量以稳定的线性方式产生。与此相反,铣刀齿间歇性地切入和切出工件材料,切削刃的温度也会交替地升高和下降。 加工系统的元件会吸收金属切削过程中产生的热量。通常,10% 的热量进入工件,80% 进入切屑,10% 进入 刀具。最好的情况是切屑带走绝大部分的热量,因为高温会缩短刀具寿命,并损坏所加工的零件。
工件材料的不同导热性以及其他加工因素,都会对热量的分布产生显著影响。例如,高温合金的导热性较差。当加工导热性较差的工件时,传入刀具的热量会增加。此外,加工硬度较高的材料会比加工硬度较低的材料产生更多热量。在通常情况下,更高的切削速度会增加热量的产生,而更高的进给量会加大切削刃中受高温影响的区域。
啮合弧度
由于铣削过程的间歇性质,切削齿只在部分加工时间内产生热量。切削齿的切削时间百分比由铣刀的啮合弧决定,而啮合弧则受到径向切削深度和刀具直径的影响。
不同铣削工艺的啮合弧也不同。例如在槽铣中,工件材料在加工过程中包围一半的刀具;啮合弧是刀具直径的 100%。切削刃一半的加工时间都花在切削上,因此热量迅速积聚。这种情况与侧铣不同,在侧铣中,任何时候都只有相对较小的刀具部分与工件啮合,并且切削刃有更多的机会向空气中散热。
刀具中积聚过多热量会造成刀具磨损或变形,进而缩短刀具寿命。相反,许多切削刀具材料必须在温度高于临界最低水平时才能充分发挥效率。
特别是硬质合金刀具,它由坚硬但易碎的粉末金属制成。如果温度高于特定最低水平,则会提高粉末金属材料的韧性并减少断裂情况。与之相对,当切削温度过低时,刀具会易碎并导致断裂、微崩或刃口积屑。因此,目标是维持合理的切削温度范围。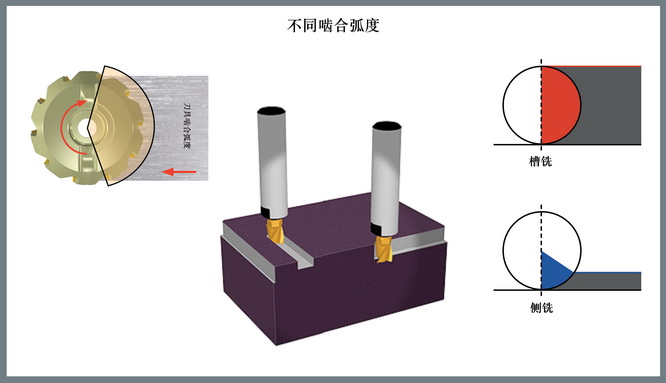
切屑厚度和热量问题
本系列中的前一篇文章探讨了径向切削深度、切削刃主偏角进给量和切屑厚度在铣削过程中对机械负荷的影响。同样的加工因素加上切削速度,也会影响铣削的热负荷。
切屑厚度会对热量和刀具寿命产生极大的影响。如果切屑厚度过大,造成的重负荷会产生过多的热量和切屑,甚至导致切削刃断裂。如果切屑厚度过小,切削过程只在切削刃的较小部分上进行,而增加的摩擦和热量会导致迅速的磨损。 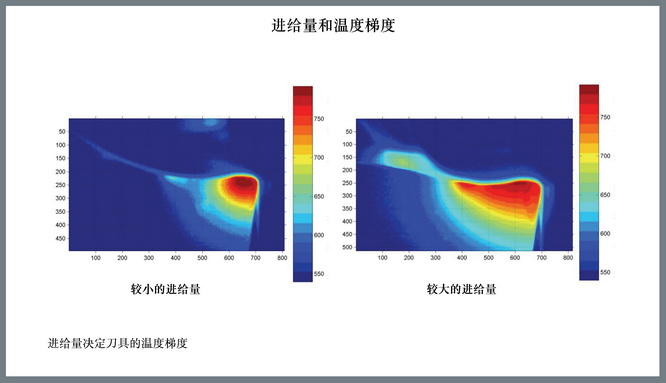
铣削中产生的切屑的厚度会随着切削刃进出工件而不断变化。因此,刀具供应商采用“平均切屑厚度”的概念来计算旨在保持最高效切屑厚度的刀具进给量。
确定正确的进给量所涉及的因素包括:刀具的啮合弧或径向切削深度以及切削刃的主偏角。啮合弧越大,产生理想平均切屑厚度所要求的进给量就越小。
同样,刀具的啮合弧越小,获得相同切屑厚度就需要更高的进给量。刀具的切削刃主偏角也会影响进给要求。当切削刃偏角为 90 度时,切屑厚度最大,因此,为了达到相同的平均切屑厚度,减小切削刃主偏角就需要提高进给量。 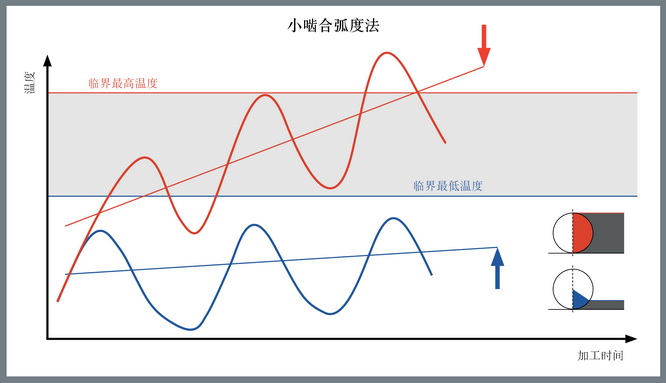
为了保持切削区内的切屑厚度和温度与刀具在满刀切削时的值相等,刀具供应商制定了补偿系数,用于在刀具啮合量百分比减小时增加切削速度。
例如,如果满刀切削(100% 的直径在切削中啮合)的速度系数为 1.0,90 度切削刃主偏角刀具(20% 的直径在切削中啮合)的速度补偿系数为 1.35。因此,如果满刀切削的切削速度为 100 m/min,对于仅五分之一的直径在切削中啮合的刀具,保持其最佳切屑厚度所需的切削速度为 135 m/min。
从热负荷角度来看,如果啮合弧小,切削时间可能不足以产生最大刀具寿命所需的最低温度。由于增加切削速度通常会产生更多的热量,将小啮合弧与更高的切削速度相结合有助于将切削温度提升至所需的水平。更高的切削速度还会缩短切削刃与切屑接触的时间,从而减少传入刀具的热量。总体而言,更高的切削速度还会减少加工时间并提高生产率。另一方面,更低的切削速度会降低加工温度。如果加工中产生的热量过多,降低切削速度可将温度降至可接受的水平。
切削刃槽型
铣刀刀体的几何角度和切削刃有助于控制热负荷。刀体的基本角度决定了刀片相对于工件的位置。切削刃处于正前角(切削刃的刀尖部分先接触工件从工件材料向后滑)的刀具可产生较小的切削力以及较少的热量,同时还允许使用更高的切削速度。但是,正前角刀具比负前角刀具更薄弱,工件材料的硬度及其表面状况将决定是否应使用负前角刀具。负前角刀具可产生更大的切削力和更高的切削温度。
切削刃的槽型本身可以引起和控制切削作用及切削力,从而影响热量的产生。刀具与工件接触的刃口可以进行倒角、钝化或是锋利的。经过倒角或钝化的刃口强度更大,但同样会产生更大的切削力和更多热量。锋利的刃口尽管强度没有这么大,但可以减小切削力并降低加工温度。
切削刃后的倒棱用于引导切屑,它可以是正倒棱也可以是负倒棱,正倒棱同时会产生较低的加工温度,而负倒棱设计强度更高但会产生更多热量,二者各有利弊。
由于铣削过程为断续切削,铣削刀具的切屑控制特征通常不如在车削中那么重要。然而,根据所涉及的工件材料以及啮合弧,判断形成和引导切屑所需的能量可能会变得十分重要。狭窄或强制断屑切屑控制槽型能够立即卷起切屑,并产生更大的切削力和更多热量。更开阔的切屑控制槽型可产生更小的切削力和更低的加工温度,但可能不适用于某些工件材料和切削参数组合。
冷却问题
另一个控制金属切削加工中产生的热量的方法是控制冷却液的应用。温度过高会导致切削刃快速磨损或变形,因此必须尽快控制热量。
为了有效地降低温度,必须对热源进行冷却。然而,将冷却液注入切屑和切削刃之间的压力为 20000 bar 左右的高温切削区却非常困难。此外,在这种恶劣环境下,冷却液会立即蒸发。在此类情况下,冷却液可能无法非常有效地带走热量,但冷却液多少会有所帮助。
冷却液流究竟有多大影响尚不清楚;冷却液有效性自身就是一个研究课题。它就像是宗教;您可以信或者不信。通常,如果预计有过多的热量,则可以应用冷却液。例如,在槽铣中,使用冷却液通常没有害处。它会有所帮助,但有多大帮助还值得探讨。但在切削温度较低的侧铣中,最好还是不要应用冷却液。
结论
多种彼此相关的因素共同形成了金属切削加工中的负荷。在加工过程中,这些因素会相互影响。本文探讨了铣削加工中的热量问题以及它们与机械因素的关系。熟悉产生金属切削负荷的各项因素及其相互作用的总体结果,将有助于制造商优化其加工工艺并最大限度地提高生产率和盈利能力。
附注:补偿的益处
为铣削加工计算的补偿因子指出了多种途径来改变与刀具啮合量有关的切削参数,从而保持所需的加工温度。如果温度过低,则无法使刀具材料达到最大的韧性,同时还可能会形成积屑瘤(积屑瘤是导致切削刃断裂或微崩的情况)。如果温度过高,则会加快切削刃磨损或刀具变形。通过参数调整进行补偿可以平衡热负荷与机械负荷,优化刀具寿命和生产率。
应用补偿因素还有助于采用先进的铣削策略。例如,在使用采用小径向和轴向切削深度的高速加工 (HSM) 方法时,刀具供应商应用指南建议提高切削速度。如果不采用更高的速度来生成热量,HSM 较轻的切削刃啮合可能无法产生足够高的、有助于实现最佳刀具性能的温度。总之,调整 HSM 的切削参数可以显著提高金属移除率。 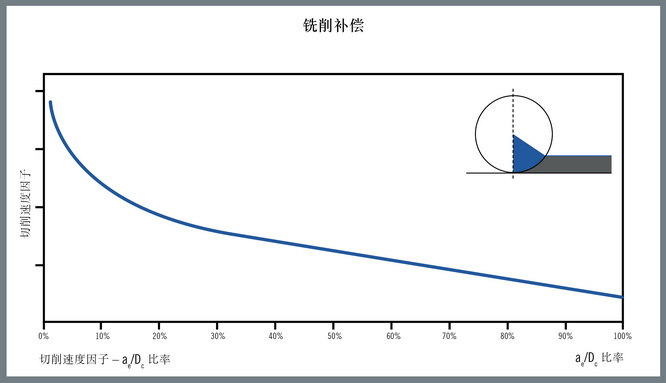
为 HSM 加工所选的刀具应具有锋利的切削刃,并采用耐磨性良好的硬切削材料制造。高效排屑至关重要,特别是在加工铝等较软的材料时;建议使用具有大切屑槽或开阔排屑槽的刀具。重要的是,用于 HSM 的机床应能够在足够高的速度下运行,从而满足补偿规格的要求。
另外,当调整参数以平衡热负荷和机械负荷时,硬铣削策略也会受益。由于硬铣削产生大量的热,因此可以建议减小切削深度。在切削深度和进给量保持较小的情况下,可以使用切削速度来优化切削参数。
硬铣削中采用的机床必须具有良好的刚度和减振能力,能够在大切削负荷下进行精确的加工。坚固的刀具夹持系统可以提供更大的强度和抗振性,如有可能,应避免使用长接长杆。多刃短刀具也有助于加工稳定性。负前角刀体和研磨过的刃口可以增加切削刃的强度。
在高进给铣削 (HFM) 策略中,每个切削齿都具有较大的进给量,这通过小切削深度和中等切削速度来平衡。该方法提供了较高的金属移除率,同时切削力和功耗要低于其他策略。刀具上的弯曲负荷更小,减少了振动风险,并能够使用更长、刚性较差的刀具。另外,该策略最适于具有足够速度和功率的高刚度机床。应选择适当的刀具主偏角以将轴向切削力引导至机床主轴上。
在高性能加工 (HPM) 策略中,首先轴向和径向切削深度得到了最大限度的增加,然后选择进给量和切削速度来尽可能减小刀具磨损。该方法以最低的成本实现了高金属移除率。HPM 需要专门设计的卷屑器、强度更大的切削刃以及能够高效排屑的排屑槽。HPM 还适用于移除大量材料以及加工难以切削的材料。
简单的切削速度或其他参数调整将有助于控制切屑厚度,从而控制简单铣削加工中的热负荷。但在铣削复杂的轮廓时,却难以根据不断变化的切削工况来控制参数。为了实现最大生产率,先进的 CAM 软件与可以快速处理大量命令的强大 CNC 技术的前瞻能力一起,能够应用先进的铣削策略,包括摆线铣削加工策略、片皮法等策略。(end)
|
|
| 文章内容仅供参考
(投稿)
(7/27/2015) |
对 铣刀 有何见解?请到 铣刀论坛 畅所欲言吧!
|