|
铣刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
先进复合材料加工用切削工具 |
|
|
作者:MAPAL |
|
一般报道各公司涂层性能大致相当于PCD 性能,但据MAPAL 公司报道,他们的特殊金刚石涂层硬度比PCD 高60%,所有使用PCD 的刀具都可以用金刚石涂层来代替,有的情况下,寿命甚至比PCD 高两倍,可以完美地加工CFRP、GFRP、高硅铝合金等。
1. MAPAL 钻削工具
MAPAL 加工复合材料的钻削工具主要有四大类:MEGADRILL-COMPOSITE-MD 用于加工多向纤维层的CFRP;MEGA-DRILL-COMPOSITE-UD 用于加工单向纤维层的CFRP;TTD-STACK-DRILL(刀头可换式),用于加工CFRP 和金属构成的叠层复合材料;MEGA-STACK-DRILL 也用于加工CFRP和金属构成的多层复合材料。
以上这几类均是在硬质合金钻头的基础上,具有金刚石涂层。其化学稳定性好,切削温度低,耐磨性高,钻头表面很硬,内部还保持硬质合金的韧性,既耐磨又有一定的韧性。
在加工直径较大的孔时,整体硬质合金钻头成本很高。而且也是对自然资源的浪费。因此MAPAL 开发了头部可更换的TTD 钻头,目前最大直径达 40,最大长径比达12×D。刀头通过背面圆周上多个三角形槽等与刀体密切结合定位,再锁紧,故联结刚性高。
2. MAPAL 立铣刀
MAPAL 的各类加工三维型面的立铣刀包括球头、环状圆弧头等立铣刀,其优点是:即使复合材料中含极坚韧的磨料,立铣刀的寿命也很长,加工表面质量好。图1 是MAPAL 提供的几种立铣刀。其中,1 是带PCD 刀片和CVD 金刚石涂层的立铣刀,用于铣削CFRP 和GFRP 零件时寿命很长。2 是精铣CFRP和GFRP 的四刃立铣刀,加工表面质量高。3 是粗铣CFRP 和GFRP 的立铣刀。4 是能高效一次完成粗铣、精铣CFRP 的立铣刀。5 是铣削和侧面修整铣削Kevlar(芳纶纤维的一种)的双刃立铣刀。另外还有一类优化了几何结构,同时具有单向和左右螺旋槽,带锯齿刃的立铣刀,也可用于CFRP 和GFRP 的侧缘修整、铣槽、铣型腔等。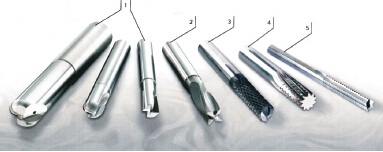
图1. 各类加工复合材料用立铣刀
3. 特殊套料钻、锯片铣刀、面铣刀等
钻CFRP,GFRP 零件较大的孔时,为了降低成本,MAPAL开发了套料钻,如图2 中的1。这种钻头装有两片PCD 刀片,加工质量高且稳定,寿命长,加工后在工件出口不分层。与一般钻头加工相比,不但效率高,质量好,而且因切削量减少,粉尘也大为减少,机床功率也减少了75%。其上的PCD 刀片的更换也很方便,在风力发电设备的叶片转子组件加工中得到了广泛的应用。
图2 中的2 是刀头可换的TTD 型钻头。它是为了加工GFRP 材料叶片定位件的定位孔而特殊设计的。这是一款性价比高的钻头。图2 之3 是装20 片PCD 刀片的盘铣刀,直径是400毫米,所装刀片数量多,能高效快速地加工除去转子叶片根部的突出树脂,其刀体两侧表面经过抛光可减少加工时的热量。
还有一个优点是不像一般金刚石锯,加工表面会产生锯痕。图2之4 是装金刚石刀片的面铣刀,可以精加工上述盘铣刀切除突出树脂后的轮毂联结表面,达到要求的平面度。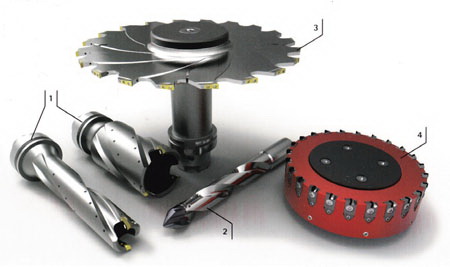
图2. 加工复合材料的套料钻,刀头可换钻,盘铣刀,面铣刀
4. 钻头和铰刀
MAPAL 在加工CFRP 和金属基复合材料(钛/ 铝)后,不断总结经验,优化改进了钻头结构。
下面主要介绍两种:(1)钻铝合金-CFRP 材料机翼组件的TTD(可换刀头)钻头。其几何结构和涂层按层板的不同组成和不同加工方向而有所变化。在加工CFRP 和铝合金层板时,使用TTD 钻头可一次加工出H8 级孔。层板组成为钛合金时,直径大于12 毫米的孔可用TTD 钻头钻出,当要求加工出较高的精度时,则需经铰削;(2)铝合金-CFRP- 钛合金构成的机翼组件上的孔,需要用HPR(高性能铰刀)可换刀头式铰刀加工,以达到要求。
随着复材应用范围的扩大,新型材料不断出现,为了对其进行可靠加工,不断开发新型刀具,都意味着新的挑战。(end)
|
|
| 文章内容仅供参考
(投稿)
(5/22/2015) |
对 铣刀 有何见解?请到 铣刀论坛 畅所欲言吧!
|