从公元一世纪有所记述的“风神轮”,到1882年瑞典工程师拉瓦尔设计制造出实用的汽轮机,再到如今更大容量、高参数汽轮机的不断发展,汽轮机已经被广泛应用在电站、航海和大型工业中。这样一项技术含量高,制造难度大的重要产业,往往被认为代表着一个国家装备制造的能力与水平。尽管中国的汽轮机发展起步比较晚,但近年来整个行业技术进步飞快,行业竞争格局也发生了深刻的变化:汽轮机产品发展趋向大功率、高效率、大容量以及智能和环保。随之,同样也促使着汽轮机配件产品向精密、高效和节能方向发展。
中国长江动力公司(集团)是一家拥有多年发展历史的传统电力设备制造厂商,其所面临的考验格外严峻。确立核心竞争力,保持企业的稳定发展和经济利益有效提高,使企业的发展适应国家电力行业发展的需求,是新时期的长动集团面对挑战的新命题。
“集团在创造和完善以新技术为核心竞争力的产品结构体系的同时,不断提升汽轮机制造的工艺水平,向加工要效益,令企业核心竞争力得到了极大的提升。” 长动集团总工艺师冯善清曾这样表示。
作为汽轮机的核心零部件,叶片的结构尤其复杂,多为扭转自由曲面(从叶根到叶冠的型线不规则),而且其加工工作量很大,几乎占到了汽轮机总加工量的1/3,因此,叶片加工质量的好坏直接影响着汽轮机的工作效率及其可靠性。而叶片的质量和寿命与加工方式有着极其密切的关系,换句话说,叶片的加工方式对汽轮机的工作质量和生产经济性具有决定性的影响。 
叶片是汽轮机的核心零部件
五轴联动加工中心是目前最为先进的叶片加工设备。长动集团的朱爱明在汽轮机制造领域的工作经验长达十年之久,在使用了五轴联动加工中心后颇为感慨地说:“五轴联动加工中心的应用大幅缩减了叶片的加工工序。我们过去采用传统设备加工叶片时至少需要30道工序。而如今,使用五轴联动加工中心只需一次装夹即可完成叶片的所有加工程序,消除了多次装夹引入的重复误差,加工时间也缩短到过去的1/4。”
图1:叶片的结构复杂,多为扭转自由曲面(从叶根到叶冠的型线不规则)。
设备的更新换代焕发了企业的生机,可也给长动集团带来了新的发展需求。叶片的加工内容主要是基准面的加工、汽道型面的加工、叶根的加工以及叶冠加工。长动集团选用的加工毛坯主要有两种,即方料毛坯和锻料毛坯。叶片的材质为不锈钢,属难加工材料。在叶片的中工中,毛坯开粗占了很大的比例,特别是方料毛坯的加工,开粗余量达到60%以上。好消息是,五轴联动加工中心具有出色的高速加工性能,还具备有很强的开粗加工能力,工件毛坯可以从方钢开始,直至加工到抛光程度。可令人头疼的问题是,由于切削加工时切削力大,切削变形大,切削产生的热量高,因此刀片磨损十分严重。从毛坯加工到成品,通常需要几十把刀具参与才能完成。
图2:叶页的加工工作量很大,几乎占到了汽轮机总加工量的1/3。
叶身型面加工质量的高低直接影响着汽轮机的工作性能,其加工以高速切削为主,粗加工操作可切去大约60%~70%的毛坯原料,因此对配刀的要求很高。该操作使刀具承受重负荷,加工过程中需预知刀具的使用寿命,并通过及时换刀来保持叶身的加工质量。
叶根的加工精度决定着叶片的装配质量,并直接影响着汽轮机的安全运行和效率,对其尺寸精度、表面粗糙度的要求都很高,给加工带来了一定的难度。为保证叶根的公差必须提高基准面的精度。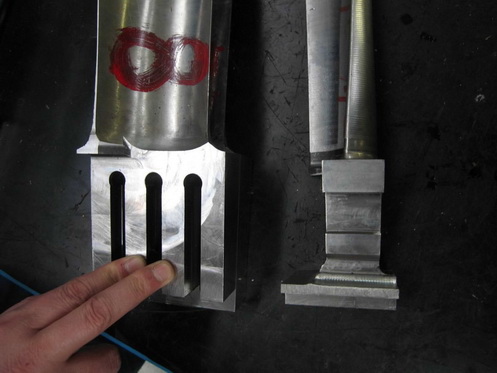
图3:叶根的加工精度决定着叶片的装配质量,直接影响汽轮机的安全运行和效率。
“在叶片的开粗过程中,刀具需要承受极大的重负荷,必须具有很好的寿命及使用经济性。为此,我们选用了山高刀具的MS2500可转位刀片。在实际生产中,我们在五轴联动加工中心上用一把装有5个刀片的铣刀盘进行开粗加工,在干式切削条件下,每个刀片至少可以转位4次,切深小时甚至能转位6~8次。” 据朱爱明介绍,山高刀具MS2500可转位刀片仅在一轮刀具试切中便脱颖而出。“企业的红利在刀刃上,通过这一款刀具所带来的变化,便让我们对这句被国外制造企业广泛流传的说法,有了更加深刻的体会。” 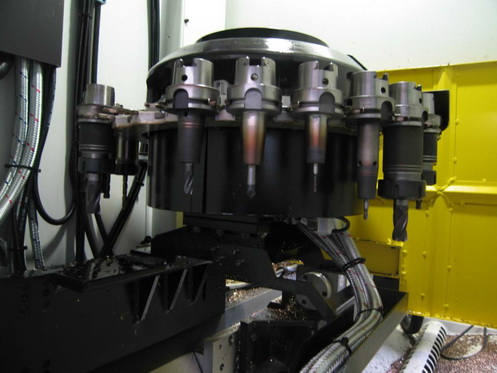
图4:2014 年,长动集团公开面向社会实施刀具采购招标,山高刀具一举中标。
其生产现场的五轴联动加工中心的标准配刀全部采用山高刀具。
MS2500刀片是一款仿形铣刀,抗冲击力强,刀盘的容屑槽空间大,出屑方便,尤其适用于不锈钢等难加工材料的粗加工。 “圆刀片设计具有一种创新的可变微观几何角度,可以应对多轴叶片加工应用中不断变化的材料余量。能有效提高汽轮机叶片的加工效率,减少振动并改进了排屑控制。” 山高刀具董志飞介绍说,“刀片座设计有刀片抗转动系统,这项系统已获得了专利,通过4个小平面确保刀片在加工过程中不会旋转,提高了加工稳定性,确保了加工过程的安全。汽轮机叶片铣削加工往往需要较高的刀具悬伸量,因此这样的刀片座设计就显得尤为重要。” 在叶片加工领域,山高刀具拥有极其丰富的实践经验,在一些容易被忽略却有可能影响最终结果的细节层面,它的考虑更加周到,例如,该刀片座还考虑了密封设计,可避免加工过程中的切屑或污垢进入,通过保持高精度来提供高质量的加工。
长江动力所加工的汽轮机叶片的规格种类繁多
2013年,长动集团整体搬迁改造建设项目实施完成。机加工车间投资2亿元对设备进行了升级换代,数控机床由原来的18台增加到了34台,新设备全部为四轴和五轴数控加工中心,机加水平迈上了一个新的台阶。为了确保先进的机床设备充分发挥功效,2014年,长动集团公开面向社会实施刀具采购招标,要求刀具供应商在刀具的设计、制造和调试使用方面必须具有丰富的、具有说服力的实践经验。在此次公开招标活动中,山高刀具一举中标。
在董志飞看来,山高刀具能够成功中标长动集团,此举并非偶然。 “从产品专家、刀具系统供应商到如今的机加工整体解决方案供应商,山高刀具始终以客户的需求为导向,来为客户实现高效率、低成本的加工。针对汽轮机的方钢叶片、锻造叶片、高温合金叶片、转子槽和涡轮等部件的加工,山高刀具拥有成熟的刀具解决方案和过硬的按需定制的服务能力。” 在此次长动集团技改项目中,山高中标的刀具品种多达上百种,种类遍及铣刀、三面韧铣刀、镗刀、铰刀、车刀和减振镗刀等多个规格和型号。
高质量的精密工程需要一流的刀具。 就山高刀具而言,了解发电行业的各种特殊挑战,拥有完整的铣削解决方案,多年积累的专业经验能够帮助用户降低加工时间和提高生产率,从而在这个竞争激烈的细分市场中保持领先优势。“与山高刀具的合作,不仅让我们的新机床得以顺利投入生产,同时,其在汽轮机制造领域拥有的丰富经验也让我们受益匪浅。”朱爱明总结说道。(end)
|