注塑模具现在使用各种新式的“技术型塑料”,对模具制造的水平也有了更高的要求,其与其他材料和生产方式的一个重要区别是,它都是在注塑机上加工工件的,所以要求所有工件必须从一开始就保证质量合格。
因此注塑模具的重要性就突显出来,为了确保工件质量合格,仅仅按照1:1的结构图纸对半模进行铣削是不够的,因为塑料会出现收缩和弯曲的现象。
模具制造的技巧
模具制造商的技巧在于,在修正外形时会考虑到材料的特性,专业人员会考虑到模具的“预留量”。虽然现代制造利用各种软件能够模拟塑料熔化的特性,但是得出的结果永远都只是近似值。一件模具通常要进行多次修正,这意味着要进行多次的修正磨削。在每次修改之后,还需要重新将注塑件样品放到测量台上进行测量。同时还会生成数量众多的详细报告,通常是上百条记录,质检员需要和图纸一一比对。F.&G. Hachtel公司在阿伦的注塑团队的负责人Andreas Kleinfeld先生认为这种程序不可取:“我们一方面要对照图纸,一方面还要比对洋洋洒洒的测量记录。我们要靠自己的思维去进行对比。”Hachtel公司的专家们认为这种方式已经太过陈旧。有些标注尺寸还是基于上世纪70~80年代的测量技术,必须在加工设备上手动输入每一个程序行,很多图纸上都标注了大量的尺寸。根据“宁窄勿宽”的原则,在图纸上标注的要求,通常没有使用现有的测量设备再次检查。现在的问题在于:在图纸上标注的内容通常都被认为是不得修改的,即使该内容是无关紧要的。相应的测量记录数目众多,在加工和质量把关时通常要耗费大量的时间和金钱。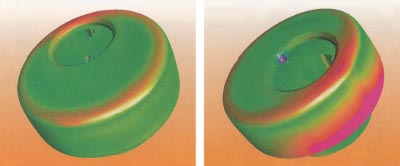
图1 一个塑料盖进行理论值和实际值的比较:专业人士马上就可以看出这个模具哪里需要修正
专有技术
Hachtel公司将所有的专有技术都和注塑模具的制造融合在一起,该公司在自己的注塑机上生产工件,自己设计和加工模具,并且自己进行质检。在质检方面,这家公司在7年前就已经选择了计算机X光断层摄影术(CT)。CT技术对于塑料来说是一项非常理想的技术,因为X射线的穿透力在材料密度低的条件下是没有问题的,显示的结果为外形清晰的立体像素模型——在CT中称为3D模型,分析结果准确,用时少。有两台计算机X射线断层摄影机同时运作,测量不同的工件尺寸和要求,几乎不需要使用传统的测量技术。
这种新式的测量方式已经流传开来,阿伦的Hachtel公司不仅仅将这项新技术用于自身需求,同时他们还提供CT服务。扫描台大约80%的零件都是来自于外部的订单。“我们自己工件制造和工具结构的经验,确保我们提供保质保量的服务,”Andreas Kleinfeld先生强调。“如果客户有需要,我们还可以向客户提供产品设计的咨询服务。”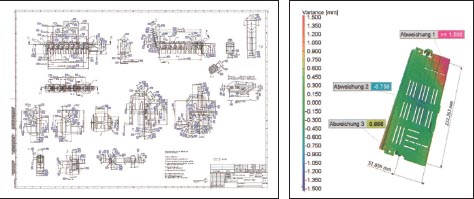
图2 新旧对比:这张图纸上有许多尺寸标记,显得非常杂乱。使用CT软件进行理论值和实际值的对比从色标上就能清楚地看出结果。鼠标轻轻一点就能显示各个部位的尺寸偏差。
CT不仅仅是一种经典的测量技术,而且具有无限的可能性。Kleinfeld先生在模具修正应用中这样描述:“我们放弃了耗时长的测量记录,用理论值-实际值比较的方式来代替。”在理论值-实际值的比较中,注塑件样品的X光断层摄影技术的模型和该工件的CAD数据相互叠加,可以配合Volume Graphics公司的软件VG Studio Max一起使用,比较的结果以错色色谱方式显示。软件将一致的工件区域标为绿色,有偏差的部分,根据偏差值为负或者为正,标为蓝色和红色。这些结果将由设计师、注射模型工、模具制造员和测量技术员共同讨论。“这样我们就能够更加快速的找到模具修正的方案,”这位负责人承诺。“同时,我们能够看到整体工件的情况。”错色色谱大大减少了测量记录的数量。并且当你必须准确知道一个尺寸时,只需要鼠标轻轻一点,软件就能显示数值。Kleinfeld先生进一步补充说:“使用这种方式,模具修正就只需要进行一次修正磨削。而以前的方式需要四次、五次,甚至更多。” 该技术的其他优势还包括:不需要损坏工件就能够看到无法到达的结构区域;此外,CT模型除了能显示出几何形状的偏差之外,还会显示材料错误,比如气孔和砂眼。
因此Hachtel公司更主张使用CT技术,而不是使用过时的标注尺寸的方法或者修正方法。他们不再需要新式的加工技术,CAM程序能够自动进行,准确率非常高。参照区域和修正区域也不再需要,因为分析软件能够和CAD模型以及立体像素模型互相配合。CT设计图因此也更简单、更明了、更容易理解。
节省时间:50%
“我们在模具修正上节约的时间大约为50%。”Andreas Kleinfeld先生总结道,“这样的结果让我们客户非常高兴,这是他们前所未有的体验。”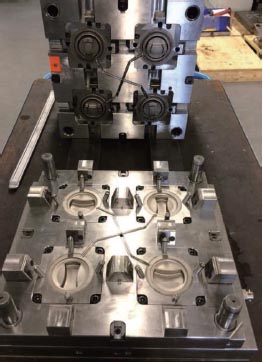
图3 注塑模具:为了保证质量,Hachtel公司使用计算机X光断层摄影术
“我们只有在模具修正完成后才进行测量记录,”这位注塑模具专家总结。当最后达到质量标准时,客户通常会希望拿到一份文件作为准则。此时的测量记录可以从CT数据中生成,更加方便快捷。(end)
|