塑料模具 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
-塑料模具
-橡胶模具
-冲压模具/锻压/冷
-铸造模具/压铸模具
-模具相关产品
查看本类全部文章
UPVC排水管件自动化生产技术浅谈
作者:武汉金牛经济发展有限公司 涂向群 余安亭 冯敬益
国内外UPVC排水管件注塑 加工技术的发展趋势
模具 全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130度后再转入低混,低混温度降至60度以下放出,再靠人工一袋袋投入到注塑机料斗中。早期生产工艺相对简陋,其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。加上传统的UPVC排水管件生产环境粉尘污染大、工人劳动强度大、工艺粗糙简陋、生产效率低。
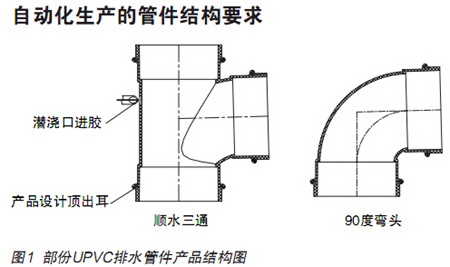
自动化生产的管件结构要求
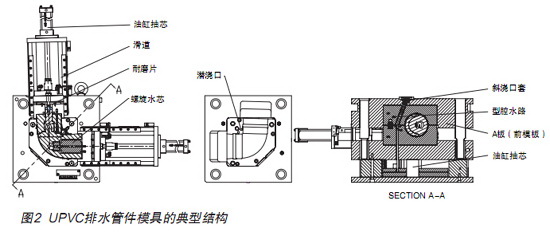
从功能上讲,管件模具包括:浇注系统、冷却系统、顶出系统、抽入芯系统。为了保证管件模具的自动化生产,浇注系统中的浇口通常采用潜伏式浇口,以利于产品与流道的自动分离,为了提高生产效率,型腔采用多层水道,型芯采用螺旋水芯,以达到完美的冷却效果。为了保证顶出工作的稳定可靠,顶出系统顶针可设计顶耳形式,产品美观无顶痕,顶针与型芯无干涉,顶针复位采用弹簧及复位杆,以及用螺栓连接顶出板与注塑机顶针的强制复位结构。
文章内容仅供参考
(投稿 )
(如果您是本文作者,请点击此处 )
(3/5/2015)
塑料模具论坛 畅所欲言吧!