塑料模具 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
-塑料模具
-橡胶模具
-冲压模具/锻压/冷
-铸造模具/压铸模具
-模具相关产品
查看本类全部文章
MoldFlow软件冷却分析及应用
作者:无锡泽宇精密机械制造有限公司 张晓陆
在注塑 成型过程中,模具 的温度直接影响到制品的质量和劳动生产效率。通过温度调节,保持适当的模具温度,可减小制品的变形、增强制品力学性能、改善制品的表面质量、提高制品的尺寸精度。同时,缩短占整个注射循环周期约80%的冷却时间是提高生产效率的关键。因此,设计合理的冷却系统,对模具温度进行有效调节是十分必要的。冷却系统的设计在20世纪60年代就已引起了人们的重视,并进行了大量研究,得到了一些简化公式或经验公式,但由于实际制品的形状往往十分复杂,因此,这些公式的应用范围存在着很大的局限性。MPI/Cool通过分析模具冷却系统对模具和制品温度场的影响,优化冷却系统的布局,以达到使塑件快速、均衡冷却的目的,从而缩短注塑成型的冷却时间,提高劳动生产效率,减少废品,达到增加企业经济效益的目的。
CAE 分析才能得到理想的结果。MPI/Cool采用边界元法(Boundary Element Method)对模具的温度场进行三维模拟,对于制品在其厚度方向上采用解析来计算其温度分布,并通过制品的热流量将二者完全耦合进行迭代计算求解,一般制品进行冷却分析时迭代计算可能要耗时约12~72小时,而且对计算机CPU和内存要求非常高。同时将模具的温度场与冷却管道中冷却介质的能量方程联立起来求解,因此可以可靠地计算出制品/模具及模具/冷却介质间的界面温度。在整个计算过程中,考虑了型芯和型腔在制品厚度方向的不对称性对制品温度分布的影响。MPI/Cool能够模拟冷却管道(包括隔板管、喷流管、连接软管)、镶块、多种模具材料、冷流道和热流道 、分型面及模具边界对模具和制品温度的影响,从而为优化冷却系统提高可靠的依据。MPI/Cool不仅能对中性面模型和Fusion模型进行冷却分析,而且能够对3D模型进行冷却分析。此外,MPI/Cool 、MPI/Flow和MPI/Warp等相结合,可以得到十分完美的动态的注塑过程模拟流态分析。
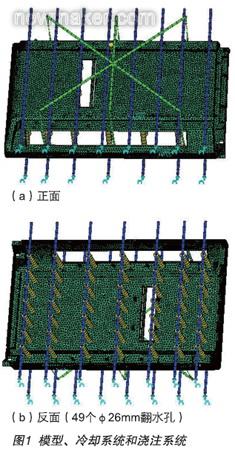
CAD 软件如Pro/E、UG、Solidworks、Cimatron等中建模,通过STL文件格式读入Moldflow软件中,在“MF/View”的前后处理器中完成最后的修改并生成冷却系统和浇注系统。制品模型、冷却系统和浇注系统如图1所示。该方案共设计15条水路,其中母模侧8条水路(无翻水孔),公模侧7条水路,蓝色管道为φ10mm的直通水路,黄色管道为φ26mm的挡板水路,以加强公模侧的冷却效果。
工艺条件
由图2可知,母模侧表面温度分布情况,从图中不难发现其表面温度分布不太均匀,冷却效果不太理想,决定将母模侧根据实际情况在每道水路上增加3~5个翻水孔,并适当调整水道的数量与位置,以加强其整体冷却效果,消除区部冷却不均的现象。
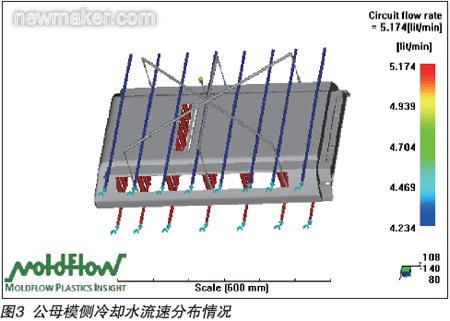
由图3可知,该方案中公模侧冷却水流速约为5.174liter/min,母模侧冷却水流速约为4.234 liter/min,它们均超过了2.5 liter/min,从而表明该制品所设置的冷却工艺参数也较为合理。
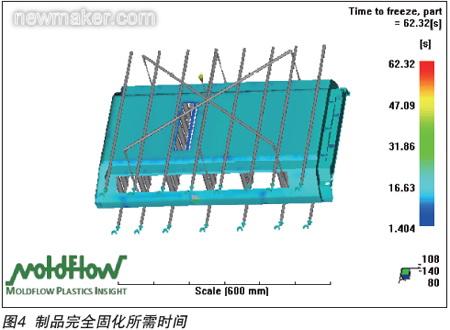
由图4可知,该制品从循环周期开始到产品完全凝固所需要的时间为62.32s,大部分区域在20s内就可以凝固(开模前该制品的凝固率已远远超过80%,因此不会影响脱模),开模时一小部分红颜色区域仍未凝固,而最长凝固时间竟达60s左右(也正是产品上两股料流汇流区域),故将有轻微缩水现象发生,需在该区域适当调整冷却水路和翻水孔的位置,以降低该处的温度,从而减少该处的热弯曲变形,提高制品的整体质量。
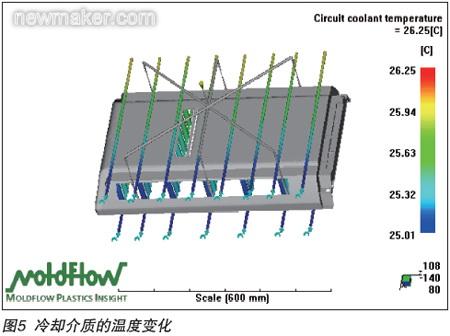
由图5可知,水温升高较小(进出口水温差在2度以内),冷却水路的长度设计是可以达到其冷却要求的。成型时不要为了省事而将部分或全部水路串联起来,否则会因整个水路过长而导致水温持续升高,从而降低模具与制品的冷却效果,延长了顶出时间,降低了劳动生产效率。
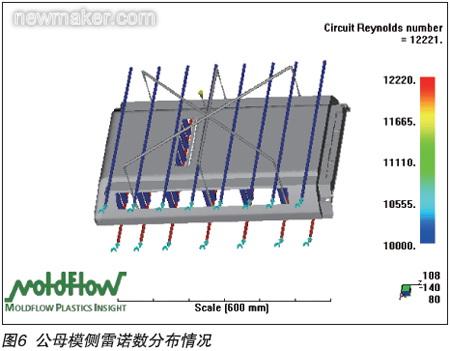
由图6可知,母模侧入口雷诺数为10000,公模侧翻水孔雷诺数为10000,入口雷诺数为12221,部分超过了设定的雷诺数10000,表明其所设置的冷却工艺参数也较为合理。
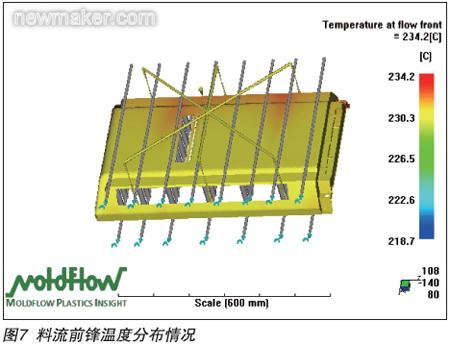
由图7可知,型腔中大部分料流前锋温度没有超过材料极限(极限值:+/-20℃),在薄壁部分料流前锋温度稍微偏低一点,但整个制品温差没有超过20℃,表明该制品的质量将能得到很好的保证。
文章内容仅供参考
(投稿 )
(如果您是本文作者,请点击此处 )
(1/9/2015)
塑料模具论坛 畅所欲言吧!