塑料挤出机 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
-注塑机
-塑料挤出机
-泡沫机械
-吹膜机
-吹塑机/中空成型机
-塑料造粒机
-塑料粉碎机
-混料机/填料机
-塑料焊接机/熔接机
-其它塑料机械
-橡胶硫化机
-炼胶机/密炼机
-轮胎成型机
-其它橡胶机械
查看本类全部文章
管材挤出:用闪速DSC技术验证管材结构变化
作者:Jürgen E . K . Schawe AndreasKöhler 来源:kunststoffe International杂志
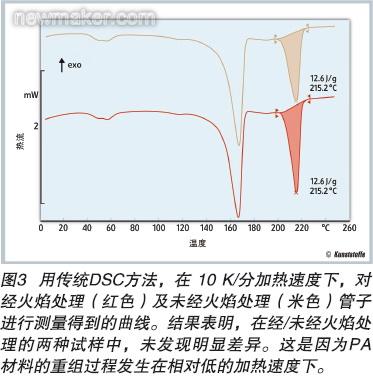
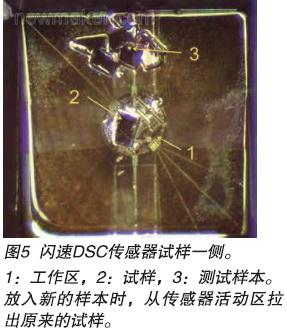
动态差示扫描量热法。对半结晶聚合物而言,结构性差异决定着产品的机械性能。文中以挤塑管为例,描述了如何利用新近开发的闪速差示扫描量热法,来研究各个生产阶段对材料结构产生的影响。
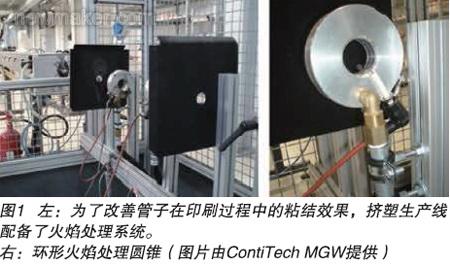
在光学显微镜下进行的初步检验,并没有获得满意的结果,可用于区分经过和未经火焰处理过的管子。因此,采用了DSC分析,来找出火焰处理是否对试样的表层造成了任何结构性的变化。
按照DIN EN ISO 527-2标准,用拉伸试验机(型号:LX系列,制造商:Instron,德国Pfungstadt)的管座夹住两种管子(夹持范围2x25 mm),以50 mm/min的速度进行测试。火焰处理没有改变拉伸强度,但是断裂应力提高了1/3,断裂伸长减少50%。按照DIN ISO 7619-1测量了肖氏D硬度(表1)。
按照DIN EN ISO 179/1,用15 J 摆锤冲击试验机测试5根长度为80mm的无缺口管子试样的简支梁冲击强度。在测试温度分别为-30℃和 23℃条件下,测量结果没有差别,管子均没有断裂。
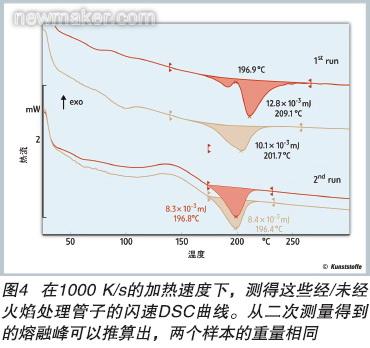
为了抑制重组,要求达到传统DSC不能达到的加热速度。因此,会在1000k/s的速度下进行闪速DSC测量。这样,就有可能测得经不同方式处理的两种管子靠近PA层的表层熔融形态之间的差异。
在第一轮加热测量过程中,经火焰/未经火焰处理的样本差异显著。未经处理样本熔融峰的峰值温度为201.7℃,熔融焓为10.1 μJ。而经火焰处理的样本的峰值温度和熔融焓均较高,分别为209.1℃和 12.8 μJ。
根据第一轮测试获得的熔融峰(峰值面积)得到原始样品的结晶度α1。
ΔH1为测量得到的热焓(单位J),m是样本重量未知数,Δhc是完全结晶PA612的特定熔融焓(单位:J/g)。因为样本质量是未知数,不能直接确定结晶度。但可以通过第二轮加热测量获得相对结晶度αrel。而且,由于第一轮加热后的冷却状态是相同的,对于第二轮测量前的所有样本而言,结晶度α2是相同的,因此,可用以下公式表示:
式中,ΔH2表示第二轮测得的熔融焓。相对结晶度见表1。很显然,数据比火焰处理样本的高31%。
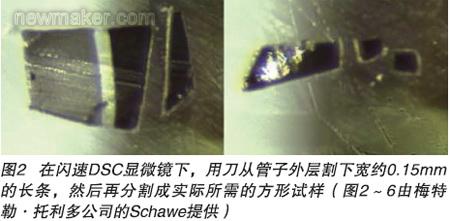
按照文中描述的过程,测量厚度为0.15mm的PA612材料的外层。另外,可用从管子不同横截面位置截取的样本进行分析。这样,就有可能就同质性得出相关结论。把样本制备考虑在内,用闪速DSC对7个样本进行分析,实际上就和传统DSC测量的速度一样快。
文章内容仅供参考
(投稿 )
(1/8/2015)
塑料挤出机论坛 畅所欲言吧!