焊接设备/切割机 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
金属切削机床 --------------------
-加工中心/FMS
-车床/数控车床
-数控机床/铣床
-齿轮加工机床/刨床
-磨床/珩磨设备
-镗床/钻床
-电火花EDM/线切
-机床附件/其它机床
--------------------
-锻压/冲压/轧制设
-铸造机械/压铸设备
-焊接设备/切割机
-其它金属加工设备
查看本类全部文章
用电磁提高大功率激光焊接质量
newmaker
不管是船舶还是反应堆容器,焊接 在各种可靠的金属结构的形成过程中都是非常关键的一种操作方式。当焊接失败时,整个结构往往也会失败,所以对焊接质量的期望只会越来越高。使用局部加热源的工艺例如焊接,很可能会导致变形的产生。很厚的金属零部件的焊接过程并不稳定,如果没有外部力量的话将会难以控制。
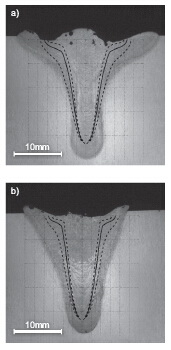
激光 焊接中,在激光强度最高的区域的少量金属会蒸发。深熔焊接在工件上会创建一个被称为“小孔”的垂直空腔。在此过程中,激光束不仅融化金属,也会产生金属蒸汽。这种消散的蒸汽对熔融的金属施加压力并部分取代它。与此同时,材料继续融化。结果就是形成一个深且窄并且充满蒸汽的洞,或者称之为“小孔”(keyhole),它被熔融的金属所环绕。随着激光束的移动,小孔会随之在工件上移动。熔融的金属围绕着小孔流动并在沿途凝固。这就形成了具有均匀内部结构的深且窄的焊缝。
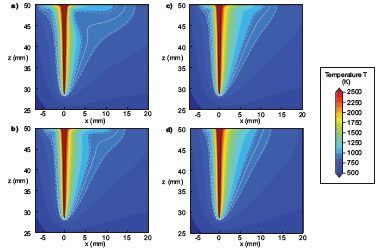
激光焊接 过程施加影响。在COMSOL Multiphysics软件的帮助下,我们确定了能改进焊缝均匀性的磁场分布情况。
为了演示这种效果,我们模拟了3D传热、流体动力学和电磁学,并为此使用CFD模块和AC/DC模块。首先,我们模拟了电磁场来计算洛仑兹力;这些结果作为体积力来计算熔池对流的速度和压力。这使我们能够解决传热问题,速度场来自之前的对流模拟。
这一焊接过程极其复杂,感谢COMSOL Multiphysics软件帮助我们设法获得了准确的结果。我们认为COMSOL的优点包括易于操作、出色的几何构建和协调能力,并且能使用预定义的多重物理量(Multiphysics)耦合功能,不过有的选项需要手动调整和修改。例如,具有温度依赖性的材料属性,主要来自实验数据点或解析式,在固相速度模型使用源项,包括重力效应,还有熔化潜热(latent heat of fusion)。我们可以很方便地在计算中考虑所有这些因素。
文章内容仅供参考
(投稿 )
(8/12/2015)
焊接设备/切割机论坛 畅所欲言吧!