|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
优化铝制品焊接性能 |
|
|
newmaker |
|
批评铝制品焊接质量的人似乎从来不难找到抨击对象。他们可以毫不费力地盯上拖车、卡车工具箱、房车、半挂车、应急车辆、浮筒和渔船等。在这类铝材应用中,焊缝直接面对外部环境,迎接对其性能的检验,抵抗渗透和外观侵蚀。倾向于从管理方面入手的批评人士也会对稳定的高品质焊接成本,以及劳动力培训等问题产生疑惑。
在以上所提到的应用中,加工者通常使用铝质薄板、中厚板, 以及厚度在3 ⁄8 英寸以下的挤压薄板。本文将针对铝制品焊接, 就优化质量和生产率、降低成本和简化培训等方面提供相关建议。
脉冲GMAW 的发展
除了使用GTAW(钨极气体保护电弧焊)工艺所规定的流程和规范,许多厚达3 ⁄8 英寸的铝制组件可以受益于一种称为改进型或高级脉冲喷射过渡的焊接工艺。有数家供应商提供基于GMAW(气体保护金属电弧焊)工艺这种高级脉冲喷射技术。尽管每个系统所依托的技术并不相同,最终的结果却非常相似: 能够获得类似于GTAW 的均匀的焊缝外观,无焊枪操作痕迹; 操作人员无需掌握高深的工艺知识即可使用先进的系统;以及改变焊缝层间距离的能力,焊工称之为“叠硬币”。
改进型脉冲喷射转换工艺, 能提高焊缝外观、增强焊接 质量,并减少填充金属成本
这些好处直接解决铝制品加工者所面临的三大挑战:获得出色的焊缝外观;使不同操作者甚至同一操作者不同班次间的产品质量保持一致;并减少对操作者的技能要求。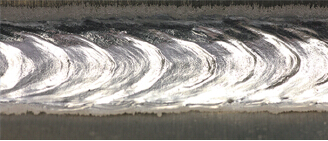
铝制品焊机力求不借 助于焊枪操作即可实 现叠硬币式焊缝外观
请注意,改进型脉冲喷射过渡工艺不同于标准的脉冲GMAW。在传统脉冲工艺中,电源产生的单一波形包含4 个变量:
1. 峰值电流,促进焊缝金属沿整个电弧过渡;
2. 在峰值电流(脉冲宽度)中,控制平均电流、熔滴大小以及熔敷速率;
3. 基值电流(通常按峰值电流的一定百分比设置),足以维持电弧,但不足以支持焊缝金属过渡,这就使熔池有机会冷却。基值电流还会影响渗透流动性;
4. 每秒脉冲数,会影响焊丝熔化速率、送丝速度以及弧长。
改进型脉冲喷射工艺以一个传统的脉冲波形开始,再结合第二个波形甚至是另一个过程以实现特定目标。可能的组合包括:
◆脉冲/ 短弧(图1),它对薄至0.24 英寸的焊接截面或根部焊接提供最低的热量输入控制。(可能的最小或最大厚度取决于焊丝直径和类型。)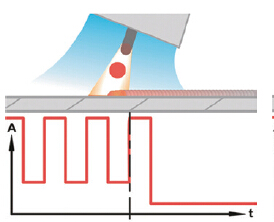
◆脉冲/ 脉冲(图2),适用于1 ⁄16 英寸及更厚的焊接材料。对热量输入、焊缝剖面、焊缝外观以及移动速度有较强的控制。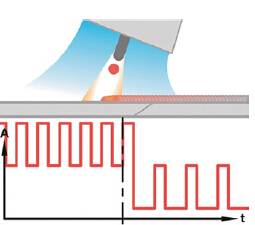
◆喷射电弧/ 脉冲(图3),应用于较厚的焊接截面时效率较高,且仍可保持立焊能力,而无需进行摆动,降低了操作者的劳动强度。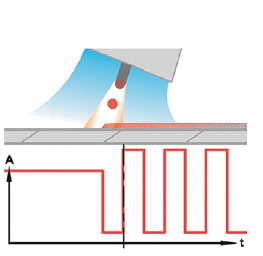
对用于铝制品的喷射电弧GMAW,操作者们知道采用挑弧焊手法可以产生类似GTAW 的焊缝,从而提高脉冲GMAW 焊缝的美观度。不幸的是,这会引发潜在的质量问题,其原因是可能很快会出现熔融不良。挑弧焊还会增加应力升高的可能性, 导致焊缝疲劳集中并可能引发开裂。
相反,改进型脉冲喷射工艺会自然而然地形成叠硬币式焊缝外观,这是由于当系统在不同过渡模式之间切换时,焊接金属熔敷率持续变化。这一工艺不受焊枪操作的影响,可提高整条焊缝渗透的一致性,并使与应力升高相关的问题最小化。而且, 这一工艺使加工者能够获得优质焊缝外观,无论是采用固定式还是灵活的自动化系统,尤其便于圆周焊接,例如浮筒或拖车上的长接缝。
操作者 – 监督员 – 友好型
焊接电源的控制过于复杂,可能会使焊工、监督员和培训经理感到厌恶、担忧和沮丧。有时,甚至会严重到影响一个公司从其所购买的技术中受益。早期的脉冲GMAW 机器往往就是属于这一类。除了针对最常见填充金属的千篇一律的程序,用户还必须针对特定应用,结合编程和焊接专业知识来调整波形变量。
最新一代脉冲GMAW 机器提供了更加友好的控制方式,以及具有更大灵活度的工厂脉冲设置程序,通常被称为“协同方式”。脉冲GMAW 机器可能包含适用于以下铝填充焊丝牌号的协同方式:5356、5183、5556、5554、4043、4047 以及1100。人机交互界面提示用户选择并输入流程变量,如保护气体和焊丝类型和直径,然后选择所需的焊接过程。 一旦进入,焊机(电源和送丝装置)自动确定过程变量,并提供优化电弧性能,而无需掌握高深的工艺知识。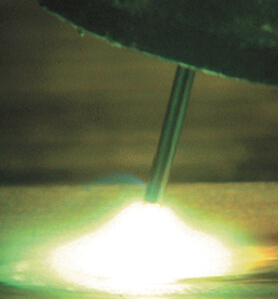
采用协同控制时,电压控制旋钮可对从焊 丝顶端散发出的弧锥进行调整(通常被称 为修剪控制)。下行修剪(如图所示), 是移动弧锥的起点使之接近焊接点,从而 产生较窄的焊缝。
操作者只需相应调整送丝速度,即可增减移动速度。电源可自动调整其它所有工艺变量,以保持最佳电弧条件。这种被称为“协同控制”的控制, 被广泛应用于当今的大量先进供电应用中。
使用协同控制时, 电压控制旋钮提供通常被称为“修剪”的控制功能。要理解它是如何工作的,不妨想象一下源自焊丝顶端的弧锥。上行电压/ 修剪,是移动弧锥的起点使之接近接触点,从而使弧锥覆盖更广的范围。添加修剪可创建更大、更热的熔池使熔融的焊接金属更好地流入焊缝。下行修剪,是移动弧锥的起点使之接近焊接点,从而产生较窄的焊缝。请注意,进行修剪调整时,应充分考虑所需的填充金属用量, 必须足以保证焊缝宽度和厚度。
协同方式和协同控制可以满足大部分铝制品加工者的需求。对于特殊应用,通过热输入调整、定制焊缝尺寸和脉冲波纹间的距离,用户可以选择不同的过渡方式并调整每种方式的持续时间。他们也可以通过闪存驱动器将程序转移到车间中的其它机器上。另一个好处是,有些机器可以显示两种波形的实际参数, 这有助于建立和记录焊接工艺规范。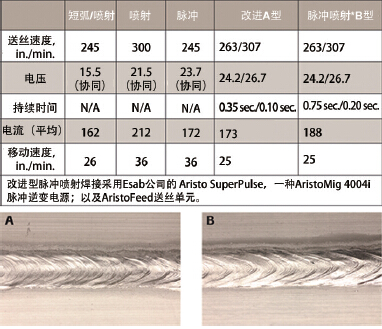
这些图像显示的焊缝,其所对应的改进型脉冲喷射工艺(A–B)参数参 见上表。 它们表明,加工者可以通过在较薄的材料上使用直径较大的焊 丝,以降低焊缝填充金属成本。
降低填充焊丝成本
与任何资本支出一样,采购脉冲GMAW 电源时,应基于每个公司更广阔的运行背景加以审视。很多公司购买脉冲GMAW 装置,一般是为了应对以下一个或多个目标:
◆凭借稳定的焊接质量和外观,增强竞争力;
◆解决劳动力问题;
◆提高生产力(更快的焊接速度、更高的合格率、减少废品);
◆流程自动化;
◆降低运营成本(降低电费、获得返利、削减填充金属成本)。
尽管有些目标不易看得见、摸得着,减少填充金属成本的能力则是相对易于计算清楚的。凭借脉冲以及改进型脉冲喷射工艺所提供的控制热输入的能力,加工者通常可以使用较大直径的焊丝。因为较大直径焊丝的单位重量成本较低,加工者可以节省2 - 25% 的成本,视合金和包装而不同。
此外,较大直径的焊丝适用于更大范围的材料厚度。例如,0.047 英寸直径5356 型焊丝适用于0.040 - 3 ⁄8 英寸厚度的材料;而0.062 英寸直径5356 型焊丝则只适用于0.125 - 5 ⁄8 英寸厚度的材料。
测试
展示了改进型脉冲喷射焊接工艺的灵活性,测试采用0.062 英寸直径5356 型焊丝。使用1 ⁄8 英寸厚6061 型铝质测试样片进行熔敷角焊。
短弧/ 喷射工艺的测试结果(见图表第二列)可能有所低估, 这是因为这一工艺对于0.062 英寸焊丝而言能量不足。焊缝看起来温度不够且起伏不平。
为达到正常的喷射弧过渡,送丝速度要提高到300 英寸/ 分钟。然而,既想获得类似于脉冲模式样本的焊缝大小,而又不会焊穿工件,移动速度应接近72 英寸/ 分钟,这对于生产环境中的焊机几乎是不可能的。如果将移动速度减慢至易于做到的36 英寸/ 分钟,烧穿的风险就很高,再加上工件材料会变得过热, 焊接就会变得难以控制,焊缝外观也会很差。
相反,脉冲和改进型脉冲喷射工艺则不存在这些问题。通过控制移动速度和热输入,可防止烧穿。
对于想要减少填充焊丝的库存及转换时间、并统一采用单一的较大直径焊丝的加工者,脉冲和改进型喷射弧工艺可以带来显著的节省。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(8/6/2015) |
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|