|
轮胎成型机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
基于三菱PLC的轮胎成型机控制系统 |
|
|
作者: |
|
摘要:本文通过对轮胎成型机工艺及控制理论的研究。设计了有三菱PLC控制器,VVVF和变频调速电机组成的驱动控制系统、利用PLC控制器对各阶段时间进行设置,采用开环变频调速控制成型机,提高了自动化程度,实现了工艺的优化、稳定和可靠运行,针对设计中的几个关键问题提供了理论上的说明,有助于提高轮胎成型机产业的技术更新和发展。通过实际应用表明系统能满足成型机生产的需要并具有技术先进性和价格低廉等优点。本设计有利于实现工业现场的管控一体化,在工业控制的发展中有着广阔的应用前景。
前言
近几年来,我国的汽车生产企业的数量持续快速增长,极大地促进了齿轮、联轴器相关设备的发展,在齿轮和联轴器压成型工艺中,轮胎装置多采用手动给工件、吹风的生产工艺,生产效率和安全系数比较差。
子午结构轮胎的出现是轮胎工业的一次重大技术革命,是轮胎更新换代的产品。子午线轮胎比斜交轮胎有许多优越性,如磨耗性能提高60~120%;滚动阻力比斜交轮胎低30~40%;可节油6~8%;侧向力可提高50%牵引力及刹车能力可以提高10~20%;径向弹性率比斜交胎约低18%;另外,径向弹性率小,可提高舒适性;高速性能比斜交轮胎高;噪音比斜交轮胎小;如采用钢丝带束层可提高耐机械性能。这些优越性能主要是两者轮胎的结构不同。子午线轮胎的优越性能取决于子午线轮胎的坚固带束层胎冠和柔软的胎体。子午线轮胎的力学性能,特别是带束层和胎体的关系比较复杂,而改善胎冠带束层的坚固性会影响到子午线轮胎的操纵性能,不象斜交轮胎在改善胎冠缓冲层的角度和密度时不会影响斜交轮胎的性能,只有改变斜交胎体的密度和角度时,才会影响轮胎质量。子午线轮胎的带束层和胎体部分,各有自己的作用。子午线轮胎的带束层起决定性的作用,带束层会影响到子午线轮胎的侧向力、高速性能、耐磨性能等。而胎体会影响到轮胎的舒适性和牵引力。另外改变胎体的角度90°至85°会改变其均匀性能。由于子午线轮胎的径向坚固性比带束层高,子午线轮胎的力学特性和斜交胎不同。子午线轮胎的结构特性引起了汽车工业的关注,特别是子午线轮胎的侧向力的提高,增加了汽车的操纵稳定性,满足汽车高速度的要求。因此,在国际上,子午线轮胎发展是很快的。各种类型的机动车都在使用子午线结构的轮胎,如工程车、拖拉机、轿车、轻、重型载重车等。在20世纪80年代,法国航空飞机也采用了子午线轮胎。
针对用户群的实际情况,从高可靠性和高性价比方面考虑,开发一种由PLC控制器、变频调速异步电动机和减速器组成,采用数控变频器调速技术的调速系统,不仅可以完成牵引工艺的流程,系统还便于维护以及调速。这种方案和采用晶体管整流器和直流电动机,加上测速发电机构成闭环直流调速驱动的方案比较,在性能与价格相当的情况下,具有高可靠性、节约能量、维护工作量少的优点。与采用工业计算机控制的交流伺服电动机方案相比较同样采用上述优点,并且价格低廉,易于开拓市场。
1 轮胎成型机基本结构
轮胎成型机的结构形式很多,本文中的轮胎成型机是2800工程轮胎成型机。结构主要由头座、尾座、压辊、扣圈盘、反包装置、帘布筒扩张器、上帘布筒装置、气压控制装置、油液压电气装置、电气控制装置等组成。各部分的功能和作用分别如下:
头座:是一个用来安装主动力装置,成型鼓扩张和折叠装置的支架。头座支撑着下列装置:主轴、扣圈盘、右反包装置、成型鼓的扩张和收缩装置等。主要作用是专门用来缩小和扩张成型鼓,完成主轴的旋转和成型机头的调距功能。
尾座装置:尾座和头座相对。个安装在成型鼓的一边,尾座上的轴支撑头座上的主轴,扣圈盘在轴上来回滑动。
压辊:压辊装置由两个胎面压辊,两个钢丝压辊组成。两边的胎面压辊和钢丝圈压辊分别装在两边的滑架上。
扣圈盘:扣圈盘是由头座的右边和尾座的左边的元件所组成。这些装置由一对气缸启动。右边的装置由安装在成型鼓轴上的轴套引导;左边的装置由尾座引导,以保证扣圈盘与成型鼓之间中心位置的精确性。
拉出环装置:拉出环由左右两边的设备组成,用来反包帘布筒。右边的装置装在轴套上,轴套是由主轴引导的,由两个液压缸控制装置前进或后退,压缩空气控制它的扩张。
帘布扩张装置:帘布扩张器由箱体、主轴、气缸、伞形撑布架等组成,是用来扩张帘布筒,以便装上成型鼓的装置,其作用是将套入的帘布筒扩撑展开送到成型鼓左侧,并配合上牵引装置将布筒导入成型鼓。机械手的扩张和折叠由电机驱动,由限位开关控制。
气动装置:这些装置包括电磁阀、调节器、空气过滤器、润滑器等。
油液压装置:该装置由泵、油箱、溢流阀等组成。
电气控制设备:主要由控制系统和驱动系统组成的。电气设备如下:控制盘、主操作盘、尾座操作箱。帘布筒扩张器操作箱、上帘布筒操作箱。
2电气控制系统设计
2.1电气总体方案设计
本文对生产轮胎的成型机控制系统进行了自动化控制设计与研究,开发一种基于触摸屏监控,PLC控制和VVVF驱动控制的监控系统,即在完成自动控制的基础上利用触摸屏开发软件设计出上位机监控系统,实现对各个下位机参数和生产情况的实时监控和管理以及动态数据的实时存储。该系统实现了生产工艺控制要求,并对事后分析生产情况提供第一手资料。
该系统由以下几个部分组成:以触摸屏为载体的监控系统程序、硬件控制电路间的通信模块、PLC控制器、二极管显示电路、按键模块等。以触摸屏为载体的监控程序通过实时现场数据实时采集,并对数据进行分析,完成监控、数据存储分析、重要参数的设定、显示和打印各种数据报表。整个控制系统可以分为触摸屏监控部分和PLC控制VVVF驱动控制部分,其结构如图1所示。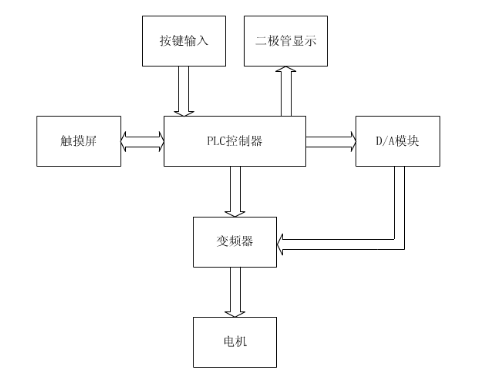
图1 电气控制方案设计
2.2 PLC驱动控制模块设计
以PLC控制器+变频器+变频电机组成对电机的驱动控制系统,VVVF驱动控制器结构如图2所示。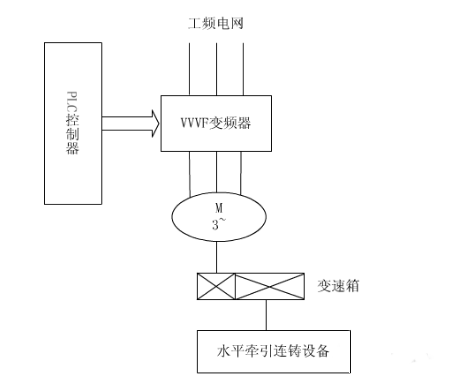
PLC控制器控制电机的四种状态的时间来控制变频电机。并可在线调整工艺参数、改变电机速度、频率和间距。
2.3 PLC时间控制要求
根据生产工艺技术与装备对拖动电机的要求,牵引机构在每个周期中速度变化规律包含四个阶段如图3所示。图中v为设定的牵引机速度,t为电机运行时间。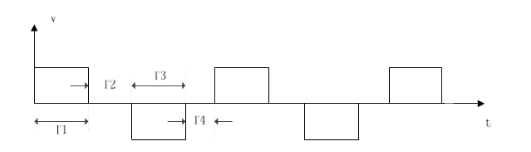
控制流程如下:
设置四段时间T1—正向牵引时间、T2—正向停止时间、T3反向后退时间和T4—反向停止时间;
T1、T2、T3、T4时间再0…99时间独立可调。
电机用变频器进行变频调速;
T1、T2、T3、T4时间可在人机界面上显示,并可在触摸屏上修改;
启动从T1开始,停止在T2进行;
电机的三种状态(正传、反转、停止)可通过三种不同颜色的指示灯;
电机的三种状态(正传、反转、停止)可通过人机界面也能监视;
有正、反向点动控制,点动速度单独可调;
频率调节范围0~100HZ,频率调节精度1HZ。
为了编程的方便,PLC控制器控制结构图如图4所示。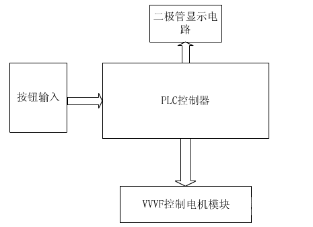
图4 PLC控制器控制结构图
3 PLC与变频器通信
控制系统采用具有两路模拟量输出的FX2N-2DA模块对变频器进行速度控制。模拟量模块选择0~5V输出信号。分别将模块的VOUT1与COM1与变频器相关端子相连。PLC与变频器相连如图5所示。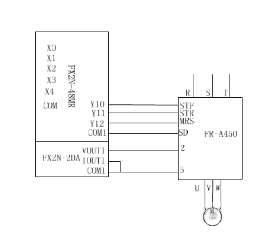
图5 PLC与变频器接线图
4 结论
本设计采用PLC控制器发送控制信号给变频器来控制电机,采用触摸屏和机械按键控制PLC。触摸屏的操作方便、实时性好,能够直观反映设备的工作状态,减轻工作人员的劳动强度。机械按钮控制可以保证在特殊情况下的运行,从而保证安全生产。本设计在降低能耗、保护资源环境等方面也具有很好的前景。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(5/28/2016) |
对 轮胎成型机 有何见解?请到 轮胎成型机论坛 畅所欲言吧!
|