在交通运输行业中,由于对提高燃料效率和降低碳排放量有着强烈的需求,因而极大地推动了碳纤维增强复合材料(CFRP)在各种飞机和汽车零部件制造中的应用。随着这种材料的成本持续下降,对它的需求和使用将进一步加强。碳纤维增强复合材料是一种轻质、经久耐用的材料,具有良好的耐腐蚀性和抗振性,因而可取代许多金属零部件。优化设计的碳纤维增强复合材料零部件比钢能的质量轻70%,比铝则轻了30%,这些优点使其对许多非交通运输相关行业也极具吸引力,例如风能发电中使用的零部件、运动器材、石油勘探设备和消费类电子产品。
但是这些优点在让碳纤维增强复合材料成为一种独特而有用的材料的同时,也使得难以对其进行高质量的加工。在其产品中使用碳纤维增强复合材料的制造商也在寻求降低制造成本的方法。由于刀具磨损以及操作成本很高,常规的机械和磨料水射流切割技术的成本高昂,并且加工过程中的纤维断裂和材料分层情况很常见,因而造成了成品率损失。而使用激光加工的方法能提供诸多优点,例如非接触式的加工过程以及在当前的生产环境下容易实现自动化。激光加工避免了刀具磨损以及机械技术引起的质量逐步下降,并且能降低操作成本。此外还可以减少或消除加工过程中的纤维损伤和材料分层情况。不过,对于激光加工碳纤维增强复合材料来说,一个关键的挑战就是同时实现高的生产率以及在材料中形成最小的热影响区(HAZ)。
脉冲紫外激光器的功能
高功率连续波(CW)红外(IR)激光器(千瓦功率级)能以更高的速度来加工碳纤维增强复合材料,但是在材料上会留下难以接受的大量的热影响区。另一方面,超快激光器可以带来低的热影响区,但通常加工材料的速度会比较慢。因此,所面临的挑战就是找到一个能实现速度和质量的良好平衡的激光源和工艺。脉冲纳秒激光器具有良好的加工速度和质量,波长往往会对最后的结果产生重大影响。特别是,在紫外(UV)波长的较强吸收能实现高质量的加工。Spectra-Physics的高功率Quasar紫外激光器和TimeShift脉冲整形技术非常适合碳纤维增强复合材料的烧蚀、切割和钻孔,并且不会破坏纤维,同时能实现高的速度和质量。
为了展示Quasar紫外激光器的能力,我们对厚度为250μm的基于聚丙烯腈(PAN)的碳纤维增强复合材料板材进行加工(图1)。我们使用了不同的脉宽、功率、重复频率和扫描速度。我们还测试了Quasar技术所进行的脉冲串加工的性能。我们对比了各种情况下的切割速度和热影响区(在这里是指沿着切割路径暴露的纤维的平均长度)。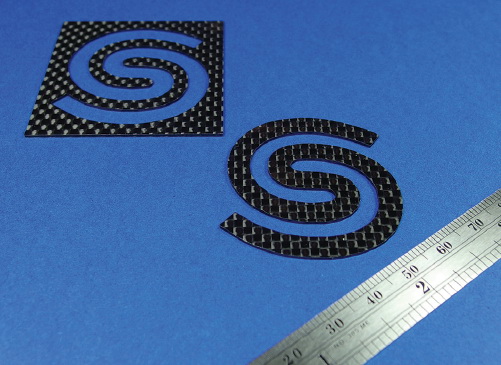
图1:在~1mm厚的碳纤维增强复合材料板材上切割出Spectra-Physics的标志
实验结果
结果显示,这种激光器能实现良好的加工速度与质量。使用2ns脉冲能得到最小的热影响区~15μm(图2)。这是在多个加工条件下得到的平均值,在某些情况下热影响区实际上为零。脉冲串加工是很有优势的,在相同的平均功率下能提高20–50%的切割速度(图3)。通过进行额外的工艺研发和优化,这种激光器现在能以70mm/s的速度来切割250μm厚度的碳纤维增强复合材料板材,同时热影响区小于15μm(图4)。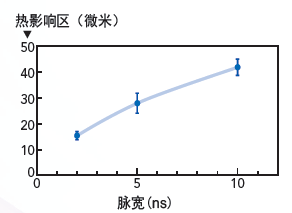
图2:脉冲持续时间对热影响区的影响
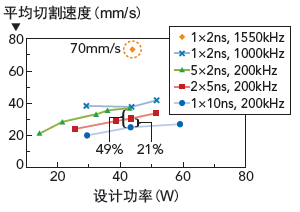
图3:功率、重复频率、脉冲持续时间(包括脉冲串)对切割速度的影响
除了切割和钻孔,碳纤维增强复合材料零部件的粘接和焊接也是非常重要的,因为传统的铆接和其他类型的紧固技术需要在材料上钻孔,在钻孔过程中对纤维的损伤会破坏零部件的强度。因此,胶粘剂粘结是一种合适并且常用的连接碳纤维增强复合材料零部件的技术。不过需要清洗成型过程中在零部件表面上的残留物和碎片。对零部件进行彻底的清洁和表面织构,同时又不破坏纤维,这对于实现更高的连接强度至关重要。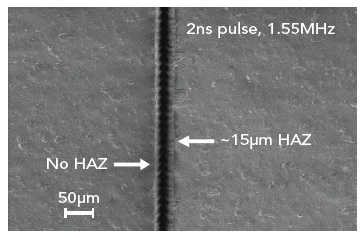
图4 : 一份碳纤维增强复合材料样本的扫描电子显微镜(SEM)图像显示其具有良好的激光切割质量
碳纤维增强复合材料零部件的上漆也很有挑战,因为这种材料的表面润湿性低,并且表面附着力差,可以用激光加工来进行改进。有必要在上漆之前进行彻底的激光清除和表面织构,以改善表面润湿性。研究表明,与红外激光器进行织构相比,用紫外激光表面织构的零部件有更高的搭接剪切强度。如图所示,使用平均功率大于60W的Quasar进行速度为80mm2/min的区域清除和表面织构,不会对纤维造成任何可见的损伤。
小结
我们证明了紫外纳秒脉冲激光器在碳纤维增强复合材料加工中的应用极具前景。Quasar激光器的高功率和可编程脉宽/形状,在加工碳纤维增强复合材料时能同时实现高的质量和速度,包括切割、钻孔、表面织构和清洗。借助这种高功率的激光器,我们在保证低的热影响区和不破坏碳纤维的同时,能实现高的加工速度。我们还在积极进行更深入的研究,向其他加工单元和更厚的材料发展,以及就激光参数对碳纤维增强复合材料加工的影响来进行扩展研究。(end)
|