9月17-19日,第十一届全国激光加工产业论坛在广东中山举行。在激光精密制造技术及装备分论坛上, IPG在《激光光源在精密加工中的应用》的主题演讲中,除了对相关的脉冲激光器进行介绍外,还介绍了IPG享有盛誉、极具革命性的创新设计——QCW准连续光纤激光器及其对陶瓷、蓝宝石等材料的应用。
氧化铝(多晶Al2O3)和氮化铝(AlN)被公认为是超级导热材料,广泛用于各行各业,例如LED、RF、微波封装等。在这些行业中,钻孔速度与成型速度将直接影响生产成本。单晶Al2O3,也就是我们通常所说的蓝宝石,硬度特别高,仅次于钻石。与传统的光学玻璃相比,蓝宝石不仅更坚固,更耐划,而且光传输从紫外线到近红外,导热性能也极佳,已经大量应用于LED 行业。它的另一个增长点是消费电子行业,可用于制造手机摄像头、功能键甚至是整个显示屏。
与传统的大规模生产应用例如钣金切割相比,进行精密加工时所需用到的设备及工艺更强调精确度以及严谨的进程控制。由于这些应用往往对热能很敏感,对精确度有极高的要求,所以,所选激光器的类型、规格、光学系统及硬件配置对于稳定的规模生产而言至关重要。QCW准连续光纤激光器提供了改良的、更加灵活的激光源,在降低成本的同时,为客户提供了满意的加工速度和质量,可替代昂贵的皮秒激光系统。
工 艺
我们通过两种准连续激光器:YLM-150-1500-QCW 和YLR-300-3000-QCW,对氧化铝、氮化铝、蓝宝石等材料进行钻孔、划线与切割。
YLM-150-1500-QCW 采用单模光纤,芯径14 μm,最大峰值功率1.5 kW,平均输出功率150 W,连续模式时最高可达250 W
YLR-300-3000-QCW 采用多模光纤,芯径50 μm,最大峰值功率3 kW,平均输出功率300 W
脉冲周期在10 μs至50 ms范围内可调,实际范围取决于操作模式及参数设置
热加工时脉冲周期相对较长,基板的局部温度超过熔点,辅助气体(如空气、氮气、氧气或氩气)以物理形式清理基板上的熔融物。
光束通过带有一定焦距的准直镜(一般焦距范围为50-150 mm)经聚焦后至切割头。聚焦镜的焦距根据所需应用进行调整,一般为50-200 mm。辅助气体经过切割头,经过与光束同轴的喷嘴排出。喷嘴的直径以及喷嘴到目标之间的距离取决于所需应用,但直径和距离通常均为0.5-1 mm。用户可以通过设定脉冲周期、重复频率、峰值功率、平均功率(占空比)、切割速度、气体类型及压力等操作参数,控制热响应区。
钻 孔
用光纤激光器钻孔时,一个脉冲一个孔,所以准连续光纤激光器在钻孔速度上极具优势。我们选取了厚度为635 μm的氧化铝(96%),以300 孔/s的速度打孔,孔间距为150 μm,基板在光束下方以45 mm/s的速度线性移动,单模光纤,脉冲周期200 μs。当然,脉冲周期越短,钻孔速度就越快,直至达到最大化。这也就是说,操作过程中存在一个平衡钻孔质量、脉冲能量及脉冲周期的最佳峰值功率。一般来说,基板越厚,脉冲能量就越高,和/ 或脉冲周期也就越长。
图1 所示为钻孔的入口端及出口端。钻孔出口端以显微镜手动测量为22±3 μm,入口端为49±3 μm。基板在操作前已经过覆压,打孔后进行清洁/抛光。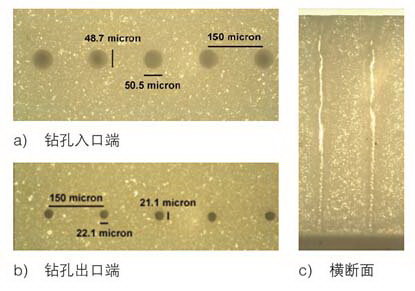
图1 635 μm氧化铝(96%)钻孔,300 孔/s
在实际应用中,除了能够很好地烧蚀之外,我们还要能够调整孔的大小。通常情况下,高功率密度能产生稳定的烧蚀,然后在氧化铝上形成孔。然而,对于氧化铝这样不易烧蚀的材料而言,仅仅依赖高功率密度就是不够的,尤其是所需焦斑小于常规尺寸时。另一方面,用大幅提高峰值功率的方法来改善烧蚀,其结果往往会同时影响成孔质量,所以人们常常用覆压涂层的方法来辅助氧化铝表面的烧蚀。(IPG微系统已经推出了一种新的解决方案,通过改进激光工艺的方式加强烧蚀,无需覆压,但在某些时候可能还是需要用涂层来改善整体质量,减少渣屑。)
图2 表示在厚度为381 μm的氧化铝(99.6%)上以750 孔/s的速度钻孔后孔的形态。经测量,钻孔入口端孔径约37 μm,出口端约16 μm。该实验使用的是单模光纤。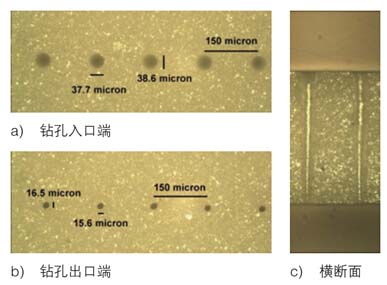
图2 381 μm氧化铝(99.6%)钻孔,750 孔/s
图3 表示在厚度为381 μm的氮化铝上,以300 孔/s的速度钻孔。测量显示入口端直径约为42 μm,出口端约为31 μm。与相同厚度的氧化铝相比,氮化铝需要的峰值功率更高,脉冲周期更长。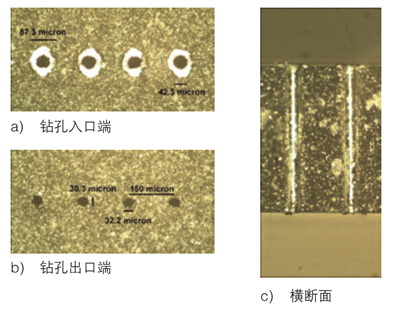
图3 381 μm氮化铝钻孔,300 孔/s
图4 表示在厚度为100 μm的氧化铝(99.6%)上,以3000 孔/s的速度操作后观察孔的形态。测量结果显示,钻孔入口端直径约为33 μm,出口端直径约为22 μm。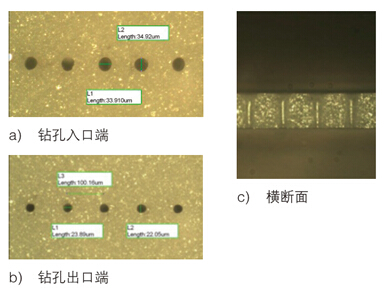
图4 100 μm氧化铝(99.6%)钻孔,3000孔/s
用户可通过改变传输光纤的芯径(比如改变激光器及其光纤,或是通过光栅/ 耦合连接更大的传输光纤)、传输(改变准直镜和/ 或物镜焦距)、或是参数(通常为脉冲周期和/ 或脉冲能量,如峰值功率),调整孔的大小。
图5a 表示用多模传输光纤在厚度为320μm的氧化铝上进行“大孔径”钻孔。钻孔速度为100 孔/s,出口端直径为320 μm。图5b 表示在厚度为320 μm的氮化铝上沿扫描方向钻孔,孔间距325 μm,钻孔速度同样为100 孔/s。2000 余个钻孔的测量结果显示,入口端约105 μm,出口端约65±9 μm。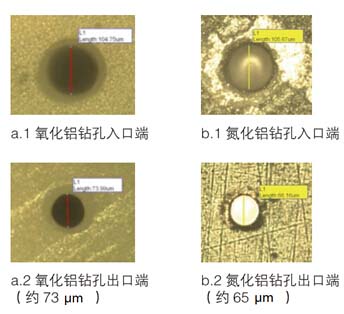
图5 320 μm a) 氧化铝以及b) 氮化铝,钻“大孔径孔”
上述实验证明,在150 mm X 150 mm面积内,钻孔定位的精确性达到±5 μm,如果将正常孔径尺寸设为100%,则孔径偏差可控制在±15% 范围内。在某些应用中,偏差率还有望进一步降低。
划 线
陶瓷划线的原理与钻孔相似,也是通过一个脉冲在基板上形成一个盲孔,然后辅以适合的脉冲间隔,使其形成一条线。
图6 表示厚度为635 μm的氧化铝(96%),以200mm/s的速度进行单孔爆破,单孔深度350 μm,孔间距约150 μm。本次实验所使用的脉冲周期小于100 μs。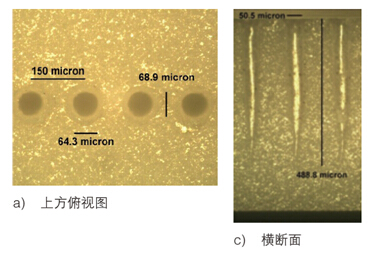
图6 635 μm氧化铝划线,200 mm/ s
图7a 表示在厚度为381 μm的氧化铝(99.6%),划线速度为300 mm/s;图7b 表示在厚度相同的氮化铝上,以相同速度划线。本次实验所使用的脉冲周期小于50 μs。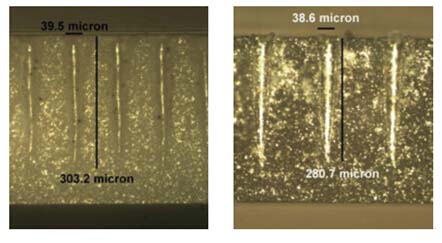
图7 381 μm氧化铝和氮化铝,300 mm/s,划线
切 割
我们在厚度为635 μm的96% 氧化铝上,以140 mm/s的速度进行切割演示。该切割实验使用的是单模准连续激光器(如图8 所示)。切割前覆压,切割后清除,这一步骤主要是为了避免飞溅和重铸。实验结果显示,切割完成质量高,完全没有任何渣滓或碎屑。当氧化铝的厚度降低为381 μm时,线性切割速度更可高达250mm/s(如图9 所示)。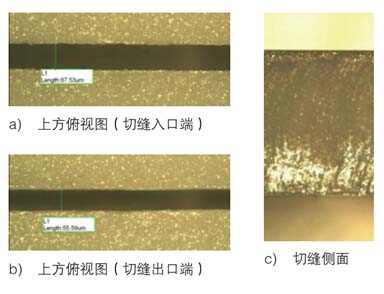
图8 切割635 μm氧化铝(96%),140mm/s
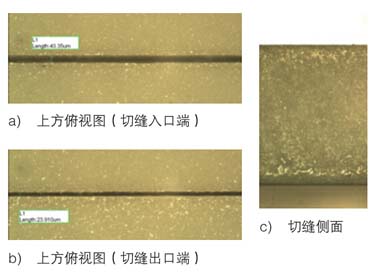
图9 切割381 μm氧化铝(99.6%),250 mm/s
准连续光纤激光器还可用于蓝宝石的切割。图10 为消费电子行业用到的一些典型切割形状。
图10 QCW准连续激光器对蓝宝石多种形状切割
基板厚度在mm范围内时,准连续光纤激光器在切割速度及切割质量方面均表现出众,无裂缝或碎屑,表面粗糙度一般在2 μm以下(如图11 所示)。在实验中,厚度分别为0.4 mm、1 mm、3 mm的蓝宝石部件的切割速度可以达到12 mm/s、9 mm/s、3 mm/s。当然,实际切割速度将取决于切割形状及切割质量。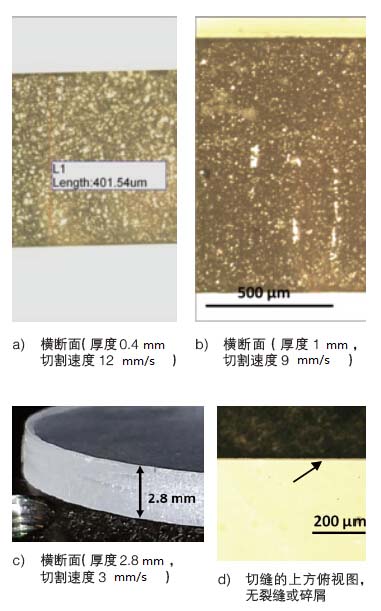
图11 用QCW准连续激光器切割不同厚度的蓝宝石部件
与QCW准连续光纤激光器相比,绿光光纤激光器适用于那些不易通过近红外波段加工的材料,如PEEK、硅胶、环氧树脂、FR4,堪称QCW准连续光纤激光器的“最佳搭档“。它的脉冲周期更短,可以对金属或陶瓷进行精细加工。(end)
|