在工业CO2激光器的早期,大家的注意力主要集中在扩大激光切割砂碟(砂纸)的市场空间(图1)。理由很明显,因为激光解决方案降低了对机械工具的需求。然而,从经济的角度来看并不乐观,因为与现有的模切解决方案相比,激光技术的投资成本太高,并且生产速度还是太慢。
此外,模切工艺已经非常成熟,而现在并没有令人信服的理由说服人们用激光解决方案来取代它们,因为尚未出现任何模切不能解决而激光工艺能解决的挑战。不过近几年情况发生了变化。本文回顾了为满足新需求,砂碟生产商是如何把目光从模切转向激光解决方案的过程。
砂碟的生产
这种研磨材料是从一种48英寸宽或更宽的母卷上切割下来的,磨料在卷用基材的一侧,基材的另一侧设法和背衬垫连接在一起。连接方法通常是用压敏胶粘剂,或者更常见的是用一种覆有环状结构的聚合物材料通过物理方法连接到背衬垫的钩状表面上(类似Velcro尼龙搭扣)。虽然模切和激光切割的材料处理系统不同,但它们都需要铺展来料以及通过切割边缘来处理材料,如果有需要的话还要在砂碟表面制造除尘孔,将砂碟从卷上切下来,移除未使用的模切废料,并将砂碟堆叠到可计数的容器上以插入盒中供最终用户购买。
图1:激光切割的多孔砂碟连接到一个背衬垫上,用于气动打磨机。
(图片来自Norton|Saint-Gobain)
砂碟生产一直由平台模切占主要地位。尽管激光技术具有不少优势,但模切仍然是(在许多情况下)最具经济效益的生产方式,特别是用于生产只需边缘切割和具有较大除尘孔的砂碟。
平台模切系统使用连接着液压缸的上压板。钢刀模固定在压板上,一旦液压缸启动,钢刀模就会穿透研磨材料从而生产出砂碟。这些系统的生产速度最高至60次/分钟。此外,如果钢刀模切板带有3个直径6英寸的圆片,生产速度可能提高至180片/分钟。钢刀模的使用寿命长,并且成本低,模具的成本一般只有数百美金,并且在切割研磨材料的同时能自行磨尖。在此背景下,不难理解为什么大多数砂碟加工应用偏爱模切解决方案。
激光加工的优势
那么,是什么推动它向激光加工的转变?原因包括对工作环境改善的需求,此外还要为一些关键的表面精加工应用来加强磨屑清理效果。尤其是针对汽车车身修理市场。
随着汽车面漆配方的进步,在砂碟中使用除尘孔成为磨料制造商的首选。第一代砂碟上的除尘孔的直径相当大,其大小和数量与背衬垫保持一致,通常是10mm直径和6-8个孔(图2)。在打孔过程中,10mm直径的圆片废料被冲压出来,然后被捕获并去除。虽然这一策略行之有效,但是它并不能确保100%的有效去除率,废料仍有可能残留在砂碟上,这就需要进行手动检查和去除。在使用中,10mm直径的孔可以用来除尘,然而这不算很理想,因为它只能去除孔附近的粉尘,而不能覆盖整个砂碟的表面。此外,关键在于,砂碟和背衬垫上的除尘孔要保持对齐,任何会导致没有对齐的操作将降低除尘的效率。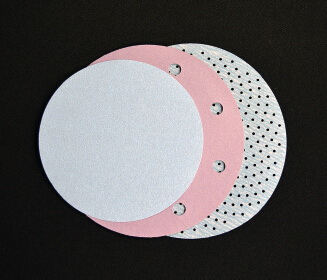
图2:三个砂碟展示了其演化过程:从没有孔到10mm直径的孔,再到更高密度的1.5mm的孔。
(图片来自:Norton|Saint-Gobain)
随着砂碟上的除尘孔数量增加,不仅提高了除尘效率,而且还改进了切割的质量、延长了砂碟的使用寿命。对更小的除尘孔的追求,使业界的目光转向唯一可行的选项——工业CO2激光器。结果使得市场对这种产品的接受度大幅提升。最新一代的砂碟上面每片超过300个孔,每个孔的直径约为1.5mm(图3)。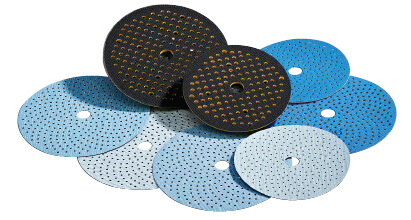
图3:最新一代高密度微孔砂碟与相配的背衬垫。(图片来自:Norton|Saint-Gobain)
用激光加工除尘孔具有很多优势。除尘率比原来的6孔或8孔设计要提高90%左右,更高效的除尘带来了环境卫生的改善,并减少了表面污染。用模切工艺生产砂碟的缺点是,对研磨面的模切会导致变形的产生(图4)。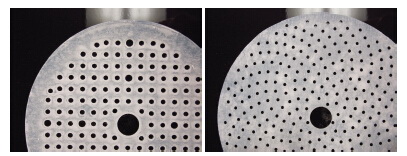
图4:左图展示了模切砂碟后的变形。右图的砂碟是用激光切割,切割之后的表面仍然保持平坦,
具有最长的使用寿命、最佳的质量和除尘效率。(图片来自:Norton|Saint-Gobain)
这种变形减少了切削区域,因为砂碟表面不是平坦的。非接触式的激光工艺消除了这一缺陷,结果就是增加了接触表面积,从而相比较低密度的模切孔而言提高了超过30%的生产效率(图5)。另外一个好处还包括操作人员不再需要花时间来将砂碟的除尘孔与背衬垫上的孔对齐。高密度的布孔方式让操作人员可以将砂碟放在背衬垫上的任何位置,从而带来更高的生产率。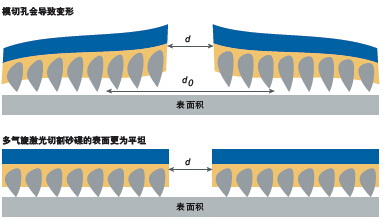
图5:此图展示了用激光解决方案将获得额外的有效表面积。(图片来自:Norton|Saint-Gobain)
从激光和运动系统来看,新一代砂碟的生产是一个相当简单的过程。将高功率扩散冷却式CO2激光器与大面积振镜式运动系统集成在一起,能为砂碟加工带来一个理想的平台。通常用多个激光/运动头沿着磨料卷进行往复工作以提高生产率。激光技术的另一个好处是,其处理砂碟的过程是连续进行的,而不是效率较低的平台冲床的分度运动。激光工艺的挑战在于卷材处理设备和开发一个稳定的工艺来生产100%无残留废料的除尘孔,将边缘与孔对齐,并处理从磨料卷上切割下来的砂碟。
生产100%无残留废料的除尘孔非常关键,因为任何“挂”在砂碟上表面和下表面的残留废料都有可能损坏准备上涂料的表面,从而导致要对该区域多次返工。如果能很好地管理去除废料的过程,就可以满足这个苛刻的要求。
首先在切割区域生产出除尘孔,在此处要精心设计以便让原始的磨料在加工过程中保持平坦,同时又要在该区域实现高效的废料去除。然后磨料卷被送到边缘切割区,在这里用激光切割出砂碟的边缘,然后将其从磨料卷上分离下来。
随着完成切割的砂碟从卷上分离,它将掉落到传送带上,然后离开切割区。分离的砂碟可以手动从传送带上卸下并装盒;不过,这种劳动密集型的过程可以轻松地用机器人来实现。一个高速机器人和视觉系统能迅速识别传送带上的砂碟,然后将其捡起并放在可计数的堆叠容器中。唯一所需的手动过程是将堆叠的砂碟装盒。
小结
激光通常被看成是一种备选的解决方案,在利用激光器生产先进的砂碟这一案例中也是如此。多年来,激光是一种可选的生产解决方案——只是并不经济实惠。然而,随着对产品性能的要求在不断前进,激光工艺的独特优势将为我们带来出色的解决方案。在本文的案例中,激光解决方案既能大大提高性能,又改善了工作环境,为我们带来健康和安全。这一应用也遵循着许多工业激光应用的足迹,能满足提高产品性能需求的唯一解决方案只能在激光领域中找到。推动激光市场增长的动力不仅来自金属加工,还包括纸质和聚合物材料加工领域,激光器能为它们提供经济高效的解决方案,帮助推动新一代高性能产品的问世。(end)
|