|
泡沫机械 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
无卤阻燃聚苯乙烯泡沫塑料材料的研究 |
|
|
newmaker |
|
本文探索了可发性聚苯乙烯预发泡的工艺,用自合成的脲醛树脂与聚磷酸铵、硼酸锌混合物涂覆预发泡珠粒,使用模压发泡制得无卤阻燃聚苯乙烯泡沫塑料,对其原 料配比进行了研究,得出当可发性聚苯乙烯为100份时,脲醛树脂为120-130份、聚磷酸铵为18份、硼酸锌为1份时,聚苯乙烯泡沫塑料的阻燃性最好, 成型加工容易及产品外观质量好。
聚苯乙烯泡沫塑料板材在建筑外墙隔热保温应用中已经获得了广泛的应用,据不完全统计,我国建筑外墙保温材料中,目前聚苯乙烯泡沫塑料板材占有约85%的市场份额,而且有进一步增大的趋势。这主要是聚苯乙烯泡沫塑料具有优良的隔热保温性能的同时,还具有防水、耐腐蚀、隔音、化学性质稳定及成型加工工艺成熟的特点。
但是,聚苯乙烯泡沫塑料应用于建筑外墙的保温隔热也有一个最大缺点——易燃。为了解决因使用聚苯乙烯泡沫塑料作为建筑的隔热保温材料引起火灾的问题,必须研制出阻燃聚苯乙烯泡沫塑料板材,虽然含卤阻燃剂阻燃效率高、效果好,但在聚苯乙烯泡沫塑料板材中使用不但对环境造成不良影响,而且存在聚苯乙烯燃烧时产生含卤毒气从而对人体产生毒害,所以无卤阻燃聚苯乙烯泡沫塑料板材的研究具有良好的市场前景。
聚苯乙烯泡沫塑料阻燃的方法较多,主要有聚苯乙烯发泡原料合成添加阻燃剂阻燃、聚苯乙烯预发泡粒子包覆阻燃剂阻燃、聚苯乙烯粒子浸渍阻燃剂阻燃、聚苯乙烯泡沫塑料板材涂覆阻燃剂阻燃及聚苯乙烯板涂覆阻燃剂阻燃等,聚苯乙烯发泡原料合成添加阻燃剂阻燃的效果较持久,但是阻燃剂会导致链转移,从而影响聚合度,并且可选的阻燃剂有限;聚苯乙烯粒子浸渍阻燃剂阻燃效果相对较好,但是浸渍过程受阻燃剂粒径的限制;聚苯乙烯泡沫塑料板材涂覆阻燃剂阻燃不会影响材料本身的性能,但是涂层易剥落而影响板材的阻燃效果;聚苯乙烯预发泡粒子包覆阻燃剂阻燃因阻燃剂在树脂中分散性好、对阻燃剂的选择限制少、工艺简单、易实现而受到关注。另外,目前对预发泡珠粒进行改性的研究也越来越多,根据使用需要,通过对预发光珠粒的改性,可以实现赋予发泡颗粒低吸油性、低吸水性、耐化学药剂性、高冲击性能性等,从而可实现聚苯乙烯泡沫塑料板材性能的差异化,目前聚苯乙烯预粒子包覆阻燃剂阻燃通常使用酚醛树脂。本研究采用脲醛树脂预聚体作为包覆溶剂,无毒、高效的有机磷系阻燃剂聚磷酸铵(APP)作为主阻燃剂,硼酸锌(ZB)作为成炭剂,对可发性聚苯乙烯(EPS)预发泡珠粒进行包覆阻燃,研究由此阻燃珠粒压制成型得到板材的性能。
实验部分
主要原料
EPS(可发性聚苯乙烯)粒料,粒径0.8-1.2mm,长沙川河泡沫塑料厂;
脲素,北京华迈科生物技术有限责任公司;
甲醛,37%~40%,化学纯,天津市福晨化学试剂厂;
聚磷酸铵(APP),聚合度1000,上海诚致化工有限公司;
硼酸锌(ZB),济南泰星精细化工有限公司;
表面活性剂:吐温20,AR500ml,国药试剂;
脱模剂:甘油,AR500ml,国药试剂
氯化铵,分析纯,株洲江海环保实业有限公司。
实验仪器与设备
搅拌设备:恒速电子搅拌器,上海鸿经生物仪器制造有限公司;
EPS发泡模具:材质为不锈钢,模壁厚度为3mm,模腔尺寸为300mmx300mmx30mm自制;
预发泡设备:数控恒温水浴锅,上海鸿经生物仪器制造有限公司;
加热装置:带有发热电阻丝的高频电加热板;
电路控制系统:ARM4F电磁继电器,上海科呈电器有限公司;
温度调节系统:XMTG-9000温控仪,通达电器有限公司;
电热鼓风干燥箱:CS-101,无锡锦华实验设备有限公司;
氧指数测试仪:GS-YZ-A,广州键仪仪器有限公司;
水平/垂直燃烧测试仪:CZF-3,上海路荣试验仪器有限公司;
燃烧测试火源:工业级甲烷气体;
压缩强度试验机:QJ212,上海倾技仪器仪表科技有限公司;
氧指数测试仪,JF-3,南京市江宁区分析仪器厂;
平板导热仪:TPMBE-300,上海嘉压实业有限公司。
脲醛树脂(UF)预聚体的制备
在三口烧瓶中加入37%甲醛67.5ml,并用5%氢氧化钠溶液调pH为7.0~7.5,再加入25g脲,边搅拌边升温。 温度升至90-920C时,保温反应30分钟。此时pH降至6-6.5。用氯化铵溶液调pH值为4.2-4.5,在90-92℃下缩聚30分钟。当与水混合呈乳白色时,停止反应,用5%NaOH溶液中和至pH为6.5~7.0,并冷却至70℃左右。 取下回流冷凝管和分液漏斗,改回流装置为减压蒸馏装置,在4-13kPa、60-700C下脱水,当脱水量达计算量时,停止脱水。降温后即得脲醛树脂,整过反应控制在线性产物阶段。
化学反应试如下:
尿素与甲醛的反应常受pH值的影响较大,在中性或弱碱性(pH=7~8)时,可得第一阶段的一或二羟甲基脲。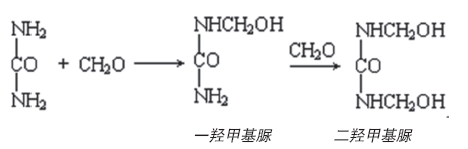
一羟甲基脲相互反应,可得直线状的聚亚甲基脲。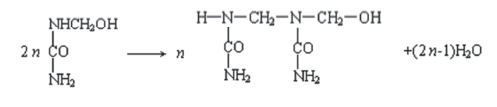
二羟甲基脲相互反应,可得环状的聚亚甲基脲。
尿素与甲醛在中性或弱酸性(pH=5-7)中反应,可得亲水性树脂,将此树脂以脱水处理,可得高熔点的脲醛树脂。初期的缩合反应所生成的为线型的结构。
体型结构是由羟甲基和亚胺基反应形成亚甲基或两个羟甲基间反应形成醚键而得,结构式如下: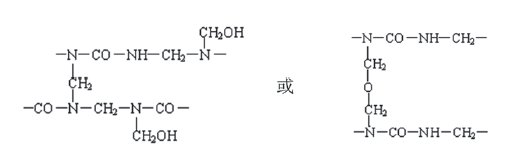
无卤阻燃EPS泡沫塑料材料的制备
无卤阻燃EPS泡沫塑料材料的制备工艺过程如图1所示。称取一定量的EPS珠粒,将EPS珠粒置于热水中进行预发泡操作,预发泡操作的温度为90℃,操作时间为5分钟,让EPS珠粒均匀预发泡,然后将经过预发泡处理的EPS珠粒在室温下敞开放置24小时进行熟化,按照实验要求配制不同比例的脲醛树脂和聚磷酸铵、硼酸锌混合液,再将配制好的混合液和经过预发泡和熟化处理的EPS珠粒加入到恒速电子搅拌器中,进行5分钟左右的恒速搅拌棍合,使得脲醛树脂/聚磷酸铵/硼酸锌混合液均匀地涂覆在EPS珠粒的表面上,然后再向混合机中加入一定量的氯化铵固化,进行大约5分钟的高速搅拌混合,使得氯化铵固化剂均匀地混合在EPS珠粒表面的脲醛树脂/高聚磷酸胺/硼酸锌涂层中,从恒速电子搅拌器中取出经过混合搅拌操作后的EPS珠粒并在室温下放置24小时,使得EPS珠粒表面的热固性脲醛醛树脂/高聚磷酸铵/硼酸锌混合涂层干燥并牢固地包覆在在EPS珠粒表面,再用加料斗将经过包覆处理的EPS珠粒送入发泡模具中,在130℃的温度下进行10分钟的模压发泡成型操作,得到EPS材料,最后对发泡成型的EPS材料样条进行阻燃性能力学性能和保温性能的测试。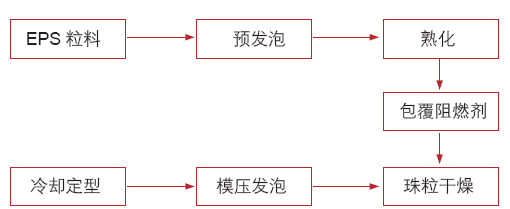
图1 无卤阻燃EPS泡沫塑料材料的制备工艺流程
在制备EPS保温板时必须注意以下几点:(1)每次使用恒速电子搅拌器前必须进行仔细清理,并用工业乙醇进行清洗;(2)每次发泡操作后必须对发泡模具进行仔细清理,并用工业乙醇进行清洗;(3)在进行阻燃性能、力学性能和保温性能测试时,样条必须没有毛刺。
泡沫塑料材料性能测试
最低氧指数测试
使用最低氧指数测试仪进行测试,最低氧指数测试标准:GBT2406-2008,试样尺寸:长100mm,,宽10mm,,厚4mm的长条。
垂直燃烧速度测试
使用水平/垂直燃烧测试仪进行测试,垂直燃烧速度测试标准:GBT2408-1008,试样尺寸:长125mm,宽13mm,厚3mm的长条。测试用燃烧气体:工业甲烷。在泡沫塑料表面标志出5cm的线,在大气所在的氧气浓度(21%)下,测试样条燃烧至该5cm线所用的时间计算燃烧速度。
压缩强度测试
使用压缩强度试验机进行测试,压缩强度测试标准:GBT1041-2008,试样尺寸:长10rnrn,宽10mm,,厚4mm的片条,测试温度:25℃。
导热系数测试
使用平板导热仪进行测试。导热系数测试标准:GB3399-1982,试样尺寸:长300mm,宽300mm,厚10mm的片条,测试温度:25℃
结果分析与讨论
无卤阻燃聚苯乙烯泡沫塑料制备的工艺条件
预发泡工艺条件的确定:EPS珠粒预发泡的温度一般在70℃-100℃之间,预发泡的体积,对于具有不同的物理性能EPS泡沫塑料板应当采用不同预发泡工艺条件。现称取一定量的EPS珠粒分别在75℃、85℃和95℃的温度下对EPS珠粒进行3min、4min和5min的预发泡操作,测得经过预发泡处理的EPS珠粒的平均直径和珠粒的平均密度如表1所示。表1 不同预发泡温度和预发泡时间与EPS材料物理性能之间的关系
 从表1可以看出,随着预发泡温度的升高和预发泡时间的延长,预发泡珠粒的直径和发泡倍率随之增大、密度随之减小,其中预发泡温度是主要影响因素。在相同预发泡时间条件下,随着预发泡温度的升高,EPS珠粒的平均直径和预发泡倍率也随之增大,特别是在预发泡温度为5min的情况下,EPS珠粒的直径增大的速率更高,因而其预发泡速率更高。在相同预发泡温度条件下,随着预发泡时间的延长,EPS珠粒的平均直径和预发泡倍率也随之增大,在预发泡温度为95℃的情况下,在前期中EPS珠粒的直径增大的速率很高,但在后期,随着预发泡时间的延长,EPS珠粒的直径增大的速率变小。
在101kpa、95 ℃预发泡4min、室温下熟化12h得到的珠粒饱满而有弹性,平均直径为3-4mm,发泡倍率在40-60倍之间,能进行有效的二次发泡。综合考虑后选择这一组条件作为后续实验的条件。
根据表1中的数据,选取组号为16、17、18、22、23、24、25、26和27的经过相应预发泡处理的EPS珠粒,在140℃的温度下进行8分钟的模压发泡成型操作得到EPS发泡材塑料,并测得相应组号EPS材料的密度,抗冲击强度,压缩强度,线性膨胀系数和导热系数,测试结果如表2所示。表2 不同预发泡温度和预发泡时间对EPS泡沫塑料物理性能的影响
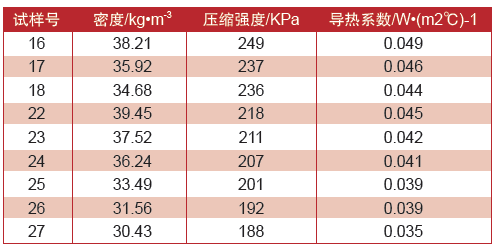 从表2中数据可以看出,在相同预发泡温度下,预发泡时间逐渐延长,由经过预发泡处理的EPS珠粒得到EPS材料的密度逐渐减小,在相同预发泡时间条件下,预发泡操作的温度逐渐升高,由经过预发泡处理的EPS珠粒得到EPS材料的密度逐渐减小,在相同预发泡温度和预发泡时间条件下,随着EPS珠粒的熟化时间逐渐延长,由经过预发泡处理的EPS珠粒得到EPS材料的密度逐渐降低。
这主要是由于较高的预发泡的温度和较长的预发泡时间能够使EPS珠粒内部作为发泡剂的戊烷气体在受热情况下戊烷的体积膨胀程度更大,随着戊烷气体的体积不断膨胀,EPS珠粒的直径和体积不断增大,密度不断减小,使得EPS材料的密度也不断减小。此外,较长的熟化时间会导致EPS珠粒内部作为发泡剂的戊烷气体和在预发泡过程中渗入到EPS珠粒内的水分溢出较多也会导致EPS珠粒的密度降低,这也是导致EPS材料密度减小的原因之一,预发泡温度对试样的压缩强度的影响为在相同预发泡温度下,预发泡时间越长,由经过预发泡处理的EPS珠粒得到EPS塑料的压缩强度越小,在相同预发泡时间条件下,预发泡操作的温度越高,由经过预发泡处理的EPS珠粒得到EPS材料的压缩强度越小,在相同预发泡温度和预发泡时间条件下,EPS珠粒的熟化时间越长,由经过预发泡处理的EPS珠粒得到EPS材料的压缩强度越小。这主要是由于较高的预发泡的温度和较长的预发泡时间能够使EPS珠粒内部作为发泡剂的戊烷气体在预发泡受热情况下戊烷的挥发逃逸量更大,因而在进行二次发泡时可用于发泡的戊烷气体相对减少,EPS珠粒的体积膨胀程度降低造成珠粒间交联密度降低,另一方面,较低的预发泡温度和较短的预发泡时间使得EPS珠粒具有较小的体积,致使在二次发泡的过程中珠粒的排列更加致密,EPS材料的密度更大以致EPS材料的压缩强度更大。此外,较长的熟化时间会导致EPS珠粒内部作为发泡剂的戊烷气体溢出较多也会导致EPS珠粒的密度和二次发泡倍率降低,这也是导致EPS材料压缩强度减小的原因之一。
预发泡温度对EPS材料的导热系数的影响为在相同预发泡温度下,预发泡时间越长,由经过预发泡处理的EPS珠粒得到EPS材料的导热系数越小,在相同预发泡时间条件下,预发泡操作的温度越高,由经过预发泡处理的EPS珠粒得到EPS材料的导热系数越小,在相同预发泡温度和预发泡时间条件下,EPS珠粒的熟化时间越长,由经过预发泡处理的EPS珠粒得到EPS材料的导热系数越小。这主要是由于随着预发泡温度的升高,EPS珠粒的直径和体积逐渐增大,使得EPS珠粒内部发泡剂戊烷气体所占的体积比逐渐增大,因而使得EPS材料的导热系数逐渐下降,另外,在相同预发泡温度和预发泡时间的条件下,随着熟化时间的延长,EPS珠粒得到干燥的时间就越长,挥发的水分就越多,同时深入EPS珠粒内部的空气的量逐渐增加使得EPS材料的热传导性能进一步降低,因此EPS材料的热传导系数也逐渐降低。
脲醛树脂包覆量的确定:确定包覆树脂的量是很重要的一步。包覆量太少,对阻燃剂的包覆能力有限,并且利用UF树脂中的氮来提高阻燃效果的预期也不能实现。包覆量太多,由于EPS珠粒的吸附能力有限,这样不但造成树脂的浪费而且会使泡沫材料变硬,其它各项性能也受到很大的影响。本实验将EPS质量视为100份,分别添加0、50、100、150、200份的UF树脂预聚体后发泡成型,考察UF树脂包覆量对泡沫的黏结情况和硬度的影响,结果如表3所示。表3不同UF树脂包覆量对EPS发泡情况的影响
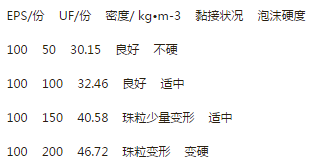 由表3可知,随着UF树脂预聚体包覆量的增大,EPS泡沫塑料的密度增大。但是,包覆量过大,不仅会使密度超出泡沫材料允许范围(60kg/m3)[3],还导致泡沫塑料变硬,影响其使用。少量添加UF树脂预聚体有利于提高泡沫塑料的熔接性能,从而有利于提高其力学性能。因此UF树脂预聚体的包覆量应在100-150份之间,本实验就选择125份作为UF预聚体的添加量。(end)
|
|
| 文章内容仅供参考
(投稿)
(8/31/2016) |
对 泡沫机械 有何见解?请到 泡沫机械论坛 畅所欲言吧!
|