|
希望提高CNC 冲孔效率的制造商,只需要把视角拓展到现在所做的事情之外。他们的机会在于,对现有的设备和技术进行检查,并从这些设备出发,研究它们的使用情况和惊人的能力。 
四通半径刀具——经常被忽略的快速倒角功能
制造商往往在CNC 打孔冲压的自动旋转工位上采用特殊的刀具来对工件进行圆角加工。人们喜欢圆润的边缘通常是因为可以获得光滑的外观,消除容易引起损伤的锋利的尖角。
四通半径刀具使得制造商可以一次性,而非以粗冲轮廓的方法获得圆角。同时,该工具不管是在单工位还是多刀具配置中,都可以被有效操作。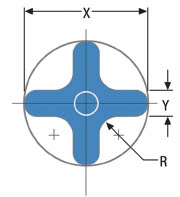
图1:四通半径刀具可以一次性完成圆角加工,步冲刀具则需要很多次
为进一步提高工作效率,四通半径刀具以设计成与分切刀具的宽度相匹配(图1),这样就可以在分切中将这些任务合在一起。在一个连续的分切应用中,部件在分切刀具的宽度方向上进行定位,四通半径刀具一次切削就可以对四个部件完成角半径的加工。这加大了板材利用率,优化了板材中放置的部件数量。另外,四通半径刀具不需要使用旋转工位。假如板材上有10 个部件(10 行10 列),制造商既可以用一把刀具进行121 次冲孔,也可以用旋转工位上的特殊刀具进行400 次冲孔。
优化分切刀具,延长刀具和冲床寿命
由于分切刀具是大多数冲压加工的关键,所以要更多关注它们的状况。不管使用得当与否,分切刀具都必须在冲压不同材料时,经受部分冲压、遭受不平衡冲压负载以及高速加工的考验。如果冲压能够进入准模切头中心,就可以延长分切刀具的寿命。这要求冲压机的工作状况良好并且能精确对准。冲头和模切头的磨损方式显示冲压过程中角度没有对准,这种工况可能不被接受。
图2:用全导向刀具可以完成理想的切割操作。冲孔点必须进入模头的中心,
以得到最佳边缘质量,同时减少刀具和机床的磨损
如果分切操作行程长,应使用全导向分切刀具,尤其是部分冲压时,从而可以牢固而精确的定位冲压点,使之进入模切头中心(图2),这样可以获得高速冲压的高部件品质。同时还要注意刀具的冲压力计算,确保适合所冲压的材料。随着刀具变钝,冲压力增加,会造成刀具和冲压头的磨损。最好将冲压力限制在所用刀具所适合的冲压力的80% 左右。
缓冲冲裁工具可防止小部件损伤
格子、压花或者其它小的花型通常可以在板材冲孔或冲裁前形成。当需要冲裁时,这些小的花型往往会遭到破坏或损坏,从而浪费材料和冲孔时间。
带缓冲的定制刀具可以将预冲孔花型包括在部件内,防止损坏花型(图3)。这些小的花型可以在裁切板材前,直接布置在金属板上。这样就可以在冲压时直接加工这些小花型,而不是在二次加工中完成。在刀具中配置缓冲部分可以使得小的花型在冲裁时,进入到缓冲区域。较大的缓冲区域可以用来满足多种花型的需要或者按照特定形状设置特定的区域。
图3:如果接下来采用定制冲裁工具进行冲裁,就可以保留预冲压件
总的来讲, 高品质冲裁取决于部件尺寸、模切头间隙、部件外形的高度、长度和宽度,以及位置。冲头必须是平的,使用直锥模切头。和通常一样,高品质冲孔需要锋利的冲头和模切头。
用A 工位提高成型产能
由于冲压工位数量有限,当工位占满时,就会出现生产难题。为了扩大CNC 冲孔加工能力,考虑使用A工位和B工位(图4)。制造商最常用的是B 工位加工条纹、凹型、压花形状。厚转塔型的A 工位上可以使用y 这些工具:中心钻,沉孔钻,压花、上下挤出、剪切定位扣,以及用于logo 和标识的V 型线模板。在A 工位使用这些成型工具可以拓展冲压头冲孔范围,减少工具设置,提高冲压产量。
图4:冲压头的形状,如这个压花形式,采用了A 和B 工位,可以扩大冲压头的加工范围
使用自动旋转工位,高效冲压特殊形状
绝大多数配有自动旋转工位的冲压机可以在部件上高效冲压大型轮廓。使用特殊形状的冲头和模头,自动旋转工位可以从机器编程开始,旋转至任何设计角度,实现期望的轮廓。远比用小冲压头步冲大孔来得更加高效,并获得更好的边缘质量。同时,它还消除了因使用小冲压头,从而需要多次冲击造成的过多冲压屑、工具和机床磨损(图5)。
图5:内/ 外径刀具是冲大半径孔的理想工具。与更小的步冲刀具相比,
这种刀具可以通过少数几次冲压即可获得高品质边缘
三把特别形状的刀具可以提供更高效的轮廓冲压。四通半径刀具可以加工边缘光滑的大孔,内外径刀具可以将冲孔屑保持在板内。与内/ 外径刀具相似的香蕉刀具,更具有通过刀具内部嵌套小部件的优势。同时,与内/ 外径刀具带有容易折断的尖端不同的是,长圆形香蕉型刀具有望更为高效地加工厚度高的材料。
超出工位加工能力、或者吨位达不到要求的脱模
为了实现超过冲压机加工范围之外的更大的脱模能力,可以使用分段脱膜工具(图6-7)。这些脱膜不会像标准成形的脱膜工具那般“漂亮”,但可用于很多应用中。这些工具将脱膜标签定位在一定的位置,方便去除细屑。
分段脱膜工具有拱桥式刀具和成型工具,每个拱的边缘切削有助于在冲孔时形成重叠,尽可能降低变形。
图6-7,分段脱模工具在更小冲压吨位时能比小型工具冲压出更大的下凹部位
也可以用小吨位大截断的脱膜工具,而非小截断用的标准工具,来减少机床磨损。另一种尽可能降低机床磨损的脱膜方法是:使用向下成型。它占据了一个大的位置,却不需要增加冲压吨位,与此相对,向上成型方法则要求配有弹簧冲孔模板和额外的冲压力。
旋转球和直线倒毛刺工具消除了二次操作
旋转球倒毛刺工具旨在用于厚转塔和通快式冲压机。这种工具,在冲压机的X 轴和Y 轴方向动作,羊角锤向下推走毛刺,在部件侧边形成一个半径。在工具的上方和下方使用特别的球,以便加工所有部件轮廓,包括很小的角度。
直线倒毛刺工具沿着直线以及通过小的角度去除毛刺,用于自动旋转台或两个工具形成直角的地方。它利用了模头抬起的区域,角度为20 度。并将倒刺推回到材料断口部位。这个20度角有助于防止材料或部件侧向运动。直线倒毛刺工具跟材料厚度无关,但要针对特定的切割工具而定,在去除紧靠部件的毛刺时,其设计应能适应特定宽度的切割工具。同时,还可以用于去除矩形开口单边或内部的毛刺。
不管是直线还是旋转球倒毛刺工具,都是很好的投资,因为它们免除了费时而又代价高的二次去毛刺工作。
|