|
冲压模具/锻压/冷镦模具 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
板料与型材成形柔性模具的关键技术及发展现状与趋势 |
|
|
作者:西北工业大学 王永军 刘瑞 |
|
传统的金属板料加工方法主要用模具在压力机上进行冷冲压成形,具有生产效率高、适用于大批量生产的优点。随着市场竞争日趋激烈,产品的更新速度日益加快,新产品成形模具的开发往往成本高、风险大、耗时长、柔性差。因此,迫切需要一种能够降低新产品模具开发成本和风险并缩短研制周期的新技术。
柔性模具技术就是为适应这一趋势而发展起来的一种柔性生产技术。柔性模具技术的基本思想是采用可变形的结构或材料去代替或部分代替传统的刚性模具用来加工制造不同形状的零件。它可以显著降低零件的制造成本,缩短零件的制造周期,是一种越来越受到人们重视的快速制造技术。本文在国内外研究成果的基础上,总结分析了柔性模具的关键技术和发展趋势。
柔性模具成形方法
1多点刚模成形方法
多点柔性模具技术又称为可重构离散模具技术,它采用若干个规则排列的、高度可调的基本体,通过其端面形成多点可调的包络面,以代替传统刚性模具。在1985到1991年,MIT和Cyril Bath公司及海军研究实验室设计制造了一种新型的可自动调整型面的拉伸成形离散模,使用时其表面覆一层弹性垫层以防止板料表面产生凹坑[1]。模具的结构形式和基本单元体的结构如图1所示。波音、空客等公司都陆续购买、引进了多台蒙皮拉伸成形柔性离散模,进行蒙皮零件的拉伸成形。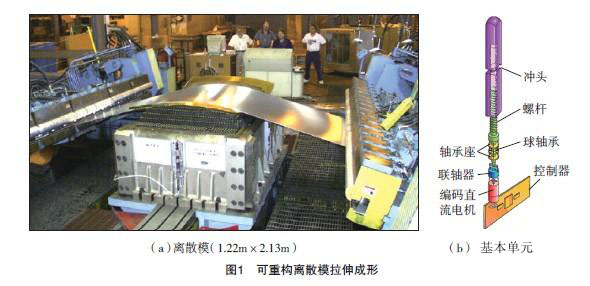
国内北京航空制造工程研究所在现有柔性多点模具基础上,针对大型柔性多点模具,采用新型的调形驱动机构及伺服轴离合复用技术,实现与冲头驱动源分合,大大减少了驱动电机的数量,并开发出了具有价格竞争力的蒙皮拉伸成形多点模系统[2]。李明哲[3]从90年代初期就开始进行离散模冲压技术的研究,开发了专用成形设备,取得了一系列的成果,在建筑结构件与装饰件、高速列车流线型车头覆盖件、船体外板及人脑颅骨修复体等产品的成形上发挥了重要作用。
图2(a)是利用片层式离散模进行的拉弯成形实验装置[4]。离散模应用拉弯成形时,由于型材拉弯零件截面复杂不同于板料拉形,因此需要模块化的结构。图2(b)为离散模型材拉弯成形模拟示意图。图2(c)为离散模拉弯成形的试件,在进行离散模型材拉弯成形时,采用强度较高的钢板或者铝板垫层代替传统的聚氨酯板等弹性垫层以防止型材产生截面畸变。图2(d)为离散模型材拉弯截面畸变对比图。图2(e)为国内某公司采用柔性铰连辅助装置的拉弯成形模,用于生产截面复杂的汽车拉弯零件,显著提高了生产效率。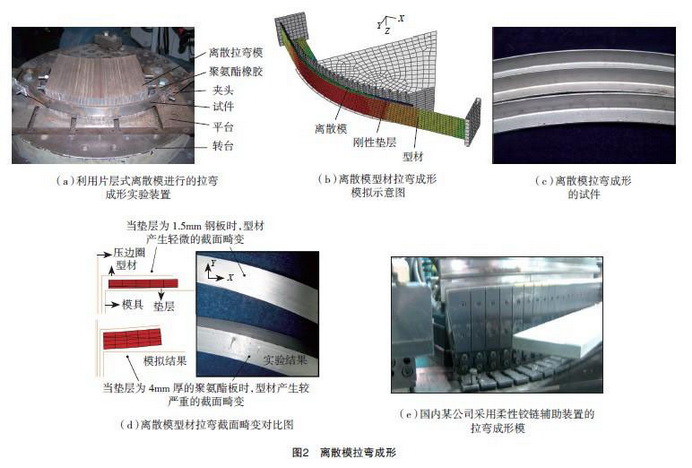
近年来,多点压边圈变压力拉深成形技术得到应用。通过控制各点的压力,调整拉深件法兰的摩擦力,从而控制材料的流动,实现复杂形状材料的拉深成形。
当前这种离散模技术可以实现钣金零件的无模成形,易于实现CAD/CAE/CAM/CAT一体化及板料成形自动化。进一步发展可形成无模工厂,即通过零件设计、成形过程模拟和模具设计,由可重构的离散模进行拉伸成形,再由可重构的切边工装进行激光或水切割,而后通过快速形状测量系统进行形状测量,反复加工直至零件满足形状和精度要求,如图3所示。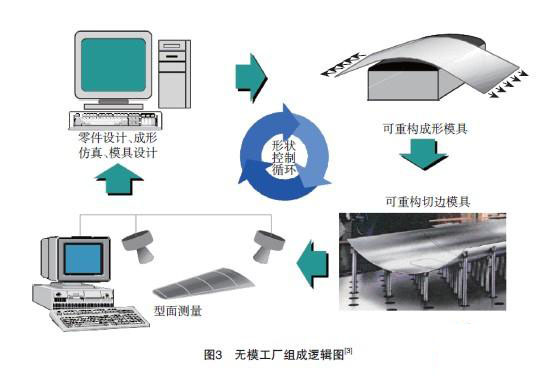
多点成形技术可以节省大量的模具设计、制造及修模调试的费用,特别是针对大尺寸、小批量零件, 这种优越性更加突出。
2软模成形方法
软模成形是采用某种材料(如固态的橡胶、聚氨酯等弹性材料,液态的水、油,压缩空气及粘塑性材料等)代替刚性凸模或凹模作为成形的传力介质,配合另一刚性凹模或凸模,在传力介质作用下使板材贴模成形[5]。与传统的板料冲压方法相比,软模成形具有模具制造成本低、周期短、成形零件表面质量好、形状复杂以及回弹小、起趋小等优点。
板材软模成形根据传力介质物态特性的不同,主要可分为固态软模成形、半固态软模成形及液(气)态软模成形3种。
(1)固态软模成形。固态软模成形是以固态材料作为成形传力介质,填蜡胀形、橡皮成形、橡皮囊成形及固体颗粒介质传压成形等都属于此类。其中应用最为广泛的是采用聚氨酯橡胶等弹性材料作为成形软模的橡皮成形。瑞典ABB公司多年以来一直致力于柔性橡皮囊成形机的研究。国内主要飞机制造公司都具有这种大型橡皮囊液压机。除了在航空制造业使用外,国外已越来越多地用这种橡皮囊液压机进行汽车覆盖件的成形,缩短了生产准备周期,模具成本也可降低70%~80%。
在固态软模成形中的固体颗粒介质传压成形方面,固体颗粒管材成形是采用固体颗粒代替刚性凸模(或弹性体、液体)对管材进行成形的工艺[6]。固体颗粒传压介质为钢球或天然细砂等。成形过程中,坯料表面的压力是可控制的,这样可以通过控制不同部位的变形顺序,有效地防止管坯在变薄区开裂,故该工艺为高强度、低塑性、难变形管材成形提供了先进的制造技术。
在固态软模成形中的柔性滚弯成形方面,型材柔性垫弯曲是一种高度柔性的弯曲方法,利用压辊将坯料压入到超弹性的柔性垫中,利用柔性垫对坯料产生的包容、分布的弯矩实现型材的弯曲[7]。在成形过程中,根据型材的截面形状、相对厚度及抗弯截面系数等选择合理的成形工艺参数,通过调节压辊的压入深度和坯料的水平位移,可以得到具有不同曲率半径的型材弯曲件,如图4(a)所示。与传统的弯曲方法相比,生产的弯曲件具有表面质量好、成本低等优点,适用于航空航天工业中小批量甚至单件零件的生产。另外,采用具有可弯曲性能的辊状物体作为成形工具,结合多点调形技术实现三维曲面板类件的柔性成形[9]。多点滚压成形可以实现球形件、鞍形件、扭曲形件、盘形件、筒形件和自由曲面件等三维曲面件的高效、连续成形,如图4(b)所示。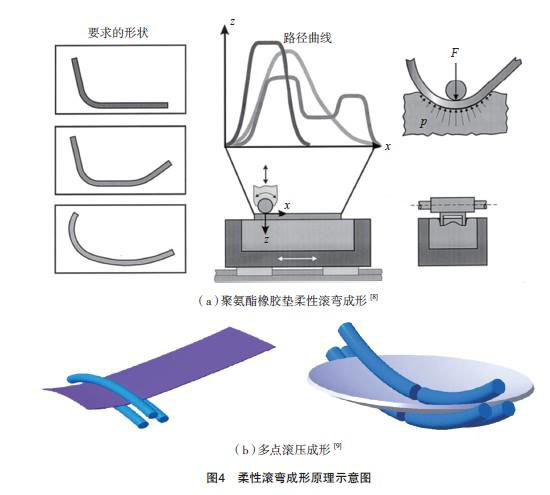
(2)液(气)态软模成形介质成形。板材液压成形技术根据流体介质可进一步分为液压胀形技术和充液拉深技术。液态传力介质的流动性好,其特点是压力分布均匀,对于变形区内变形程度较大和较小的区域都施加相同的压力。
(3)半固态软模成形。半固态软模成形是近年来发展起来的一类新板材软模成形技术,它采用的传力介质介于液态和固态之间,因此具有独特的特点。与固态弹性软模成形相比,由于半固态物质流动性较好,因此粘性介质可更好地在压力腔内形成高压,能很好地填充小圆角和复杂型面,可避免由于局部成形压力不够而不能完全贴模的现象,因而成形的零件形状更加复杂,而与液态的水或油相比又降低了对密封的要求。
以上几种软模成形方法与常规成形的比较如表1所示[10]。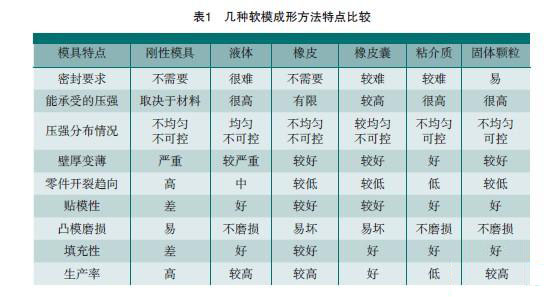
3软模与多点模相结合的方法
S.H.A Boers[11]等采用离散模具代替橡皮成形中的刚性连续模,提高了橡皮成形的柔性,如图5(a)所示。王仲仁[12]等用类似的方法进行了大型容器的制造,减少了基本单元体的数量,从而减少了离散模的调整时间,并且提高了工件的表面质量,如图5(b)所示。
柔性模具成形关键技术分析
柔性模具成形的关键技术分析如下所示:
(1)柔性模成形机理。研究柔性模成形过程中应力、应变的分布及工件的变形规律和压痕、皱纹、直边效应等成形缺陷及回弹的影响因素;建立成形极限的预测及回弹的计算模型,从而为工艺方案确定、回弹补偿、成形力计算以及冲头与板材的接触点计算、冲头位移行程计算等工艺参数优化问题提供理论基础。
(2)成形件形状控制技术。目前,柔性模具金属板料成形形状控制的难题是缺乏成形过程中可测量的量。Rzepniewski采用重复控制技术[13]解决柔性模拉形中的多变量控制问题,属于离散时间控制和迭代学习控制,适合于多变量输入和输出的控制问题。在实际生产过程中,成形零件的形状采用光学非接触测量,根据测量结果调整模具型面,需要多次重复,才能最终补偿零件的回弹,达到准确成形。另一种方法是通过成形件形状回弹补偿技术,建立单元体端面位置调整模型,计算离散模包络面修正值以补偿零件回弹,从而获得准确的成形零件曲面。在实际生产过程中,首先进行形状相近的模具型面的实验;其次利用初始模具形状和回弹后零件形状,通过模具形状预测数学模型计算得出回弹补偿的模具型面。
(3)多点模具型面修正和调整技术。对于复杂曲面,需要建立离散模包络面修正算法,并准确描述回弹修正后的包络面形状,以便为多点模具基本单元体位置的调整提供准确的数据。另外快速准确地调整多点模具基本单元体的位置涉及基本单元体结构、位置检测、调整装置电机或液压驱动的闭环控制过程。如果每一个基本单元体都配一套伺服控制系统,在实际生产中成本较高,而使其难以推广,需要采用特殊的结构,运用逐次调整的方式,一次调整有限数量的基本单元体,兼顾效率和成本。Edwin等[14]运用蜗杆机构和电控离合技术对基本单元体进行调整,一套电机可以调整两行基本单元体,在这方面北京航空制造工程研究所采用类似的调型驱动机构,减少了驱动电机的数量,而基本单元体的调整效率没有受到影响。因此,需要设计开发与多点模具独立的专用调整驱动装置,以实现多点模具型面的快速调整。
(4)柔性模具成形过程数值模拟技术。克服软模变形导致的网格畸变,建立精确的板材/软模界面摩擦模型,建立包含软模变形的耦合加载和两种不同材料耦合变形过程求解方法,提高多点模具大量接触判断计算效率和回弹计算准确度是柔性模具成形过程数值模拟技术发展的关键。
(5)可重构模具模块接口技术。可重构模具模块接口的划分和设计非常关键,包括可重构的离散模基本体结构的设计方法,以最大限度地适应多种材料的成形。例如,对于型材拉弯成形,由于拉弯零件截面形状复杂,因此,研究离散模基本体端面的结构形式,使其适应拉弯零件截面的变化,是今后柔性拉弯成形技术研究的关键。对于软模成形,设计开发可通用的模座、容框等模块,通过替换与零件形状紧密相关的模具型面,实现模具的可重构。
(6)成形过程优化技术。研究建立优化变形道次、中间形状及加载路径的优化模型及优化方法,使材料变形均匀,提高工件的成形极限。
未来发展趋势
随着数字化技术应用的深入,柔性模具技术实现CAD/CAE/CAM一体化及快速响应制造,并将在如下几个方面深入发展。
(1)柔性模具与设备融合,自动化程度不断提高。具有在线传感器,可测量成形过程作用在工件表面上压力、摩擦力、工件的位移,并做到多输入多输出变量的在线闭环控制,甚至实现在线材料物性参数的辩识,实现智能控制。
(2)柔性模具成形的材料范围将不断扩大,由常规材料向难成形的钛合金等材料扩展,并且逐步向复合材料扩展。
(3)柔性模具成形由冷成形向温成形甚至热成形领域拓展。如软模成形中,采用耐高温的软模介质进行钛合金的热胀形成形。
(4) 随着新型材料的发展,一些新型的柔性模具技术将问世,一些以前从未使用过的或从来没有过的材料被当作模具材料应用于模具本身的制造中来,如记忆材料,电流变液、光电材料,智能材料,仿生材料和结构等,使模具型面可以随着工艺的需要而改变,并具有连续变化的能力。
(5)一些复合柔性成形技术将发展达到组合优化。如将固体颗料成形与橡皮成形或充液胀形相结合,电磁成形与多点成形相结合等。
(6)随着计算机模拟技术的发展,柔性成形过程模拟技术将会在效率、精度上得到提高,且一些专用柔性模具设计及成形过程模拟系统将会出现,服务于设计和制造过程。
(7)向标准化和模块化方向发展。通过标准化,模块化使柔性模具在降低设计生产成本的同时加快生产速度。例如,多点成模具基本体本身的结构和尺寸可加工成系列固定的,开发标准的控制系统,在实际生产中可以根据不同的客户需求和尺寸,自由组合出相应的模具系统。
结束语
随着对单件小批量零件需求的扩大及相应的理论与应用研究的深入,柔性模具的关键技术将得到更好的解决。同时,一些新原理、新方法将会涌现,柔性模具技术必然在多方面会更加实用化,并将在一些新的应用领域发挥重要的作用。
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/9/2015) |
对 冲压模具/锻压/冷镦模具 有何见解?请到 冲压模具/锻压/冷镦模具论坛 畅所欲言吧!
|