|
塑料模具 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
T-RTM实现热塑性FRP部件的经济生产 |
|
|
作者:Maurice Bitterlich 来源:kunststoffe International杂志 |
|
热塑性树脂传递模塑工艺(T-RTM)已经成功应用于B柱连续纤维增强塑料,工艺采用低粘度己内酰胺系统。该项研发已经由Volkswagen公司、BASF公司SE和Krauss- Maffei科技有限责任公司组成的联合研究团队完成。在当前RTM加工技术的基础上,该生产变量可用于汽车行业应用热塑性FRP部件的经济生产。
推动纤维增强塑料在汽车制造行业应用的力量主要有两股。一股推动力是其高定向刚度和强度且低密度的特性,使得该材质极其适合轻量化应用领域。车盘重量减少能够有效缩减油箱容积和发动机尺寸,从而达到再次降低重量的效果,同时保持性能不被削弱,该材质的上述性能,对车身构造尤其具有吸引力。这样一来,即使在未来车辆需要面对日益提高的碳排放降低要求、越来越收紧的政策法规要求,以及资源保护的需求,采用该材质也为实现上述种种目标奠定了坚实的基础。
另一股推动力来自独立机动性的要求,这会导致模型的日益多样化,和更短的模型周期转换,带来的结果是单个模型的数目更小。因此,一次性投资正变得日益重要。另一方面,每个元件所产生的成本,例如生产和原材料成本,虽然一如既往地具有重要影响,但已不再能完全控制成本的分配。FRP虽然相对高昂,但如果能够给众多衍生物分配较小的件数数量,便可在在生产设备、工具和冲压生产线上节省相当大的投资成本,仍不失为一个经济的明智之选。
适用于汽车大批量生产加工的工艺,不仅需要满足经济方面的要求,也需要满足高品质且可重复生产的元件要求。FRP工艺仍需人工操作,而树脂传递模塑工艺(RTM),因其具有的高度自动化潜能,则被认可为是一种稳健的生产工艺。在以往采用的RTM工艺中,往往采用热固性基体树脂系统,通常是环氧树脂。
与热固性系统对比,热塑性基体系统更具优势,它不但具有后期的再次成型和焊接能力,同时还有更好的可回收性,从而在整体能效方面更具优势。热塑性基体系统一直未被传统RTM工艺所采用,主要是因为其相对较高的黏度,很难以合理的加工参数在熔融状态下完成半成品纤维的无气孔填充。
通过使用阴离子聚合形成的基于聚酰胺的活性热塑性基体系统,能够避免上述生产技术上的缺陷。该基体系统也因浇注和活性聚酰胺的设计概念而为人所知,其活性聚酰胺在熔融状态聚合之前,呈现出明显低于商用环氧树脂系统的粘度。一旦纤维被彻底浸润,在等温控模具中,活性己内酰胺系统将在约2到3分钟内聚合成聚酰胺6(PA6)。通过采用活性聚酰胺作为基体系统,热塑性RTM工艺(T-TRM工艺)投入使用,因此实现了在低注塑压力和较短生产周期内制造热塑性FRP元件,将热塑性塑料与RTM工艺的优势结合在一起。
热塑性RTM工艺
采用活性聚酰胺的T-RTM工艺的图表顺序,乍一看与传统RTM工艺并没有显著差异(见图1)。加工链始于半成品构造增强纤维的2D切割。在这里的B柱增强板例子中,其特殊饰面采用了玻璃纤维织物,非常适合用己内酰胺浸润,并且可保障成品元件良好的纤维与基体粘附力。通过其层结构和多样定向单层,及独立层的半成品构造,织物可根据FRP成品元件的特定负荷来进行调整。B柱样本中采用了非平衡构造,在经度和纬度方向具有不同数量的纤维增强。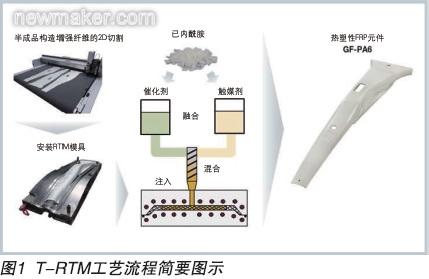
完成的干层结构在单独模具中进行预成型。该预成型步骤使用了粘合剂材料,这里必须要注意确保粘合剂成分不会对模具中的聚合反应及随后的纤维与基体材料的黏合造成不良影响。结构层经过预成型和修剪之后,被放置在RTM模具上。
在接下来的加工步骤中,活性PA系统被注入按照干层半成品结构加工的模具型腔,聚合反应随后在腔内发生。
热塑性FRP元件随后从模具中移出,在最后的生产步骤中,元件根据B柱增强板的最终形状完成量身定制。
Volkswagen公司在其位于德国沃尔夫斯堡的FRP测试车间,进行了T-RTM工艺的试验,在现有1000t压铸机上采用稍加改良的传统RTM模具(见图2)。KraussMaffei在其位于慕尼黑的试验车间,采用注塑设备的生产试验已经获得了首次成功。
活性系统包括起初的已内酰胺、催化剂或触媒剂,以及添加剂,BASF出品的以双混合组份的形式包含了上述成分,在室温下供料给计量系统的加热缸。当温度高于约70℃时,己内酰胺会熔化,并呈现水样黏度。混合之前,上述两种液体成分本身都呈非活性,在计量设备中温度约100℃时,能够进一步加工。这里非常重要的一点是,这些成分要与催化剂和触媒剂同时到达混合头,并在模具中完成聚酰胺6的聚合反应,聚合最适宜温度约为150℃。该聚合方法的特殊之处在于其发生温度低于最终产品PA6的熔化温度。这就意味着,从液体己内酰胺到聚酰胺6的转变可直接发生,无须经过PA6的熔融状态。这使得元件可在等温加热模具中脱模。T-RTM工艺的特殊加工设计可确保己内酰胺系统在脱水状态下进行注入。
如图3所示,在注塑温度为约100℃,即使是复杂结构,低的单体粘度可实现出色的纤维浸润。以元件壁厚范围为6.3到12mm的B柱增强板为例,可以得到纤维含量为54%到58%的无气孔层压板。注入和固化所需要的时间少于5分钟。当前的试验结果还有进一步提升的空间,有望将该时长缩短至少于3分钟。
B柱增强板元件
在北美市场,B柱增强板被用于中等批量生产厚壁结构元件的原型,可在侧碰撞测试中有效吸收冲击力。事实证明,采用活性聚酰胺系统生产的这种元件结构和较大的壁厚值,可避免产生RTM工艺中特有的问题。
Volkswagen B柱增强板产品系列生产采用的是高强度钢。通过使用玻璃纤维增强塑料(GFRP),元件重量可降低36%。元件结构也得以优化,从而与纤维复合结构相匹配。B柱增强板的GFRP变体被粘着到其金属内层(见图4),以此产生的潜能已经在实践中应用于FRP生产轻量化车身结构。
材料
使用催化剂和触媒剂来促进己内酰胺阴离子聚合成聚酰胺6,最早出现在19世纪50年代的文献记载中。与水解聚合相比,在大批量的生产加工中,该标准技术可在几分钟内完成聚合反应,而无须前者的24小时。阴离子内酰胺聚合当前被用于工业领域要求高韧性和高耐磨性的用途,如要求滚塑或浇注聚酰胺半成品型材、电缆及类似元件。阴离子内酰胺聚合的化学特性对FRP元件的生产颇具吸引力,这是因为,一方面,己内酰胺的极性使其能够溶解诸多添加剂,同时,另一方面,其低黏度使其完美匹配预浸织物结构。作为己内酰胺制造商和工程塑料供应商中的佼佼者,BASF对阴离子内酰胺聚合的热塑性复合材料的研究生产已经超过3年。与其现有的聚酰胺6复合材料(Ultramid B)的组合近似,BASF将其新研发成果称为化学工具箱。
该工具箱可能够提供完整配方,当中不仅含有催化剂或触媒剂,还包括相应的热稳定剂、内脱模剂,及韧性调节剂和适合加工的反应剂。在140到160 ℃的温度下,高分子PA6的聚合仅需约2到3分钟。
纤维层与聚合反应的相容性问题由此浮出,如不相容,则会对化学反应产生不良影响。BASF研发人员联手玻璃和碳纤维制造商,目前正致力于研发适用的饰面,从而便可提供包括标准反应系统和兼容半成品结构在内的完整系统解决方案。反应系统包含A、B两种组分,A组分包括催化剂和己内酰胺,B组分是触媒剂。上述两种组分都会以易于处理的容器形式供料,在90到110℃温度下,以理想比例1:1混合,溶解于RTM注塑设备。
上述方法生产出的FRP元件具备卓越的刚性/韧性,且兼具高热稳定性。通过原位聚合生产出的热塑性复合材料,更大优势是为后续再加工、焊接和可回收性提供了发掘潜能。
BASF的目标是为加工商提供完整解决方案,方案不仅包括预调适反应系统及半成品结构,还包括对配置和生产元件的支持。为了实现这一目标,公司进行了种类繁多的复合材料测试,以期用模拟来支持客户的元件设计。
车间技术/计量系统
从80年代开始,KraussMaffei便在该领域进行了不计其数的试验,幸而有这些努力,才有了如今项目中所需要的计量系统(见图6)。包括先前加工生产中的NY-RIM,以及T-RTM,该公司从那时起就已经为己内酰胺的反应加工提供多种系统。
T-RTM工艺所需的设计在于车间技术,需要精确匹配己内酰胺的反应加工。为此,KraussMaffei混合和计量系统配备了特殊的混合头,配以强劲有力的轴活塞泵以及持续的电回火。
基于该车间技术,NY-RIM混合头,和新型计量设备一起,均根据T-RTM工艺进行了全新设计。鉴于加工己内酰胺时所需的混合头往往体积较大,如今采用的混合头具有非常紧凑的结构。该混合头通过电力加热,理论上能适用于高达160℃的加工温度,且产量范围可从10到200 g/s,并且新混合头允许第三种组分加入混合,这种组分可以是额外的添加剂,如染色己内酰胺,或额外添加的催化剂及触媒剂。
计量泵系统也需要针对己内酰胺性能进行相应的调适,如该材料的低粘度特性。KraussMaffei自己已经研发出轴活塞泵,可完美匹配T-RTM工艺的要求。泵功率通过非密封整合磁耦合来传递,此外,那些与己内酰胺直接接触的泵元件,会通过特别措施使其免受腐蚀,这样便可显著延长服务寿命。不止如此,轴活塞泵还具有紧凑结构和精确计量的优势性能。
持续加热流道的重要价值已经在生产实践中得到体现。T-RTM计量系统中的己内酰胺从常用缸传送到混合头,为避免出现冷桥,耦合元件安装在加热器机盒中。这项经过优化的加热设计,确保了己内酰胺温度绝不会下降到熔点温度之下,并且所有区域的材料都处于熔融状态。加工中如果存在冷桥,就会造成材料凝固,并且在流道内形成栓塞。
因其化学结构的影响,熔融状态的己内酰胺容易吸收周围空气中的水分。常用缸作为工艺相关测量工具,一直处于真空或者被氮气预处理状态。为了保持己内酰胺不与水分接触,例如周边空气,模具也会在注入材料之前先经氮冲洗。
T-RTM计量系统与上述创新加工技术、相应的车间预备及加工技术理论的完美结合,奠定了高加工一致性的基础,从而为所有项目合作者提供品质上乘的服务。
结语
在Volkswagen公司位于沃尔夫斯堡的试验车间,Volkswagen公司、BASF公司和KraussMaffei科技有限责任公司联手致力于采用B柱增强板作为原型的T-RTM工艺的研究开发。将低粘度活性己内酰胺系统注入进密闭模具,模具内布满由半成品连续纤维增强结构组成的层结构,己内酰胺便在模具内完成聚酰胺6的聚合,最后形成成品元件。
为了提供T-RTM工艺所需要的己内酰胺系统配方,项目展开了大量的材料研发工作,配方中不仅包括所需催化剂和触媒剂,还包括多种添加剂和填料,这是为了形成后续步骤所需要的基体系统。不止如此,己内酰胺系统还要和半成品织物,以及生产中用到的饰面和粘合剂相容。加工中采用的计量系统,配备了特别适合该极低黏度系统的计量头,从而确保加工能顺畅进行。
生产实践证明,采用T-RTM工艺,辅以与之匹配的纤维基体结构及车间技术,所生产出的元件具有出众的流线品质。该工艺在汽车制造行业的热塑性FRP元件的经济型生产中拥有巨大潜力。
|
|
| 文章内容仅供参考
(投稿)
(1/8/2015) |
对 塑料模具 有何见解?请到 塑料模具论坛 畅所欲言吧!
|