|
塑料模具 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
汽车塑料保险杠设计 |
|
|
作者:上汽通用五菱汽车股份有限公司 潘杰花 郭元彭 |
|
汽车前保险杠是安全装置,能够吸收和缓和外界冲击力以保护车身前后部。上个世纪八、九十年代,汽车保险杠基本采用金属材料为原材料,经过20多年的发展,现代汽车的前后保险杠采用塑料为原材料,不但保持了保护功能,还具有与车体造型的和谐与统一、轻量化、降低油耗等特点。塑料保险杠不但拥有良好的强度和刚性,同时还具有装饰性功能。从安全的角度上来看,在汽车发生碰撞事故的时候,塑料保险杠能起到缓冲作用,从而对前后车体进行保护;从外观的角度上来看,经过精心喷涂的保险杠能够自然地与车体浑然成一体,即显气派又美观,所以,其成为了汽车外型装饰的重要部分。正是由于塑料保险杠扮演的重要角色,故而在全世界范围内,各大汽车企业都致力于汽车塑料保险杠系统的研究。
保险杠结构
塑料前保险杠由三个部分组成,分别是外板、缓冲材料和横梁,具体结构和零件如图1所示。外板和缓冲材料的原材料均是塑料,横梁是由冷轧薄板冲压而成U形槽,冷轧薄板的厚度大概1.5毫米。应用在塑料保险杠的材料,大体上有两个系别:聚酯系和聚丙烯系,而成型工艺一般为注射成型。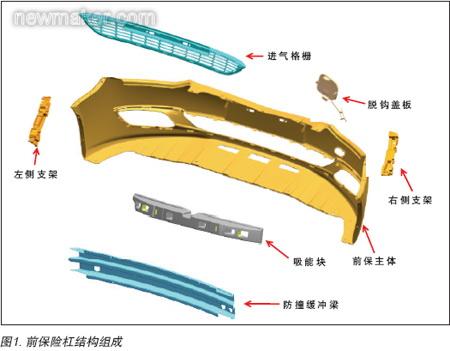
塑料保险杠设计
设计原则
设计人员在开始做塑料前保险杠设计的时候,就要清楚在保险杠的设计开发过程中, 应遵循主动安全性、被动安全性、和谐一致、便于安装维修的原则,下面分别详细解释这四个原则:
(1)主动安全性——在最大程度满足使用功能的基础上, 保险杠的设计应符合例如汽车外部突出物等法规,设计要贯彻安全可靠、设计合理的理念。
(2)被动安全性——汽车在与外界发生碰撞的时候, 保险杠作为安全装置,要起到保护前后部车体的作用,要具有优良的吸能特性。
(3)和谐一致——无论是在外部造型、色彩上,还是质量感知上,不能只追求保险杠个体的特性,要与整车造型保持和谐一致,与整车浑然一体。
(4)便于安装维修——保险杠与其相邻零件不能有干涉现象,间隙应合理,安装点的设置要符合人机工程。
保险杠选材原则
一般来说,塑料材料必须满足以下几方面的要求:良好的使用性能要求、工艺性能要求、合理的成本要求。虽然塑料保险杠原材料一般为聚酯系和聚丙烯系,但是这些原材料分子结构还是存在一定的差异,这些差异会导致塑料性能的不同,所以设计者要掌握选材原则。
选材方法
首先,要对塑料保险杠的使用要求进行全面深入的了解,了解的内容应包括:保险杠在正常工作的时候,应具备的哪些性能和这些性能的指标;保险杠的工作环境,环境指标包括温度、湿度、介质等。
其次,掌握塑料原材料的性能特点。在一般性的了解材料性能的基础,分类列出各种材料比较突出的性能,便于后面的选材。一般来说,改性聚丙烯通常被选用为塑料保险杠的材料, 改性聚丙烯是注射成型用的热塑性塑料, 对其性能必须了如指掌。表1是国外汽车保险杠用PP材料的技术指标。表2是国内汽车保险杠用PP材料的技术指标。选用改性聚丙烯材料时,应满足如下的四个基本特征:第一,良好的耐热性,在(80-100)℃这个范围内;第二,冲击强度应控制在(0.3-4)J•cm2这个范围内;第三,拉伸强度的范围由29MPa 到39MPa;第四,成型性和耐候性良好。
塑料保险杠的结构设计
进行塑料保险杠的结构设计,在遵循设计原则的基础上和车辆造型、总体布置确定之后,还要进行系统的布置及方案设计,才能进行结构设计。设计第一步就是与相邻零部件的安装与配合设计。
下面以某轿车为例,介绍保险杠与其他汽车零部件的连接关系,如图2、图3所示。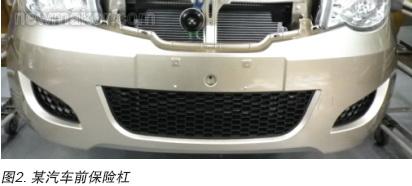
前保险杠与机舱总成装配关系共有5 处,确保前保险杠与前大灯、散热器罩、上格栅的间隙和安装效果。前保险杠上部与前保险杠安装支架的安装关系如图3(a)所示;前保险杠中部(牌照中心)与横梁外板固定板支架的搭接关系如图3(b)所示。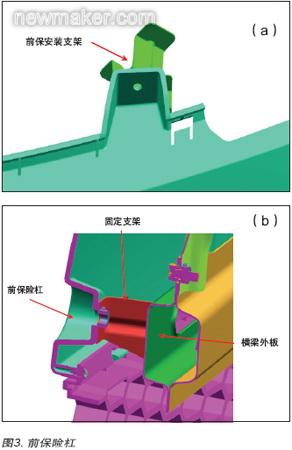
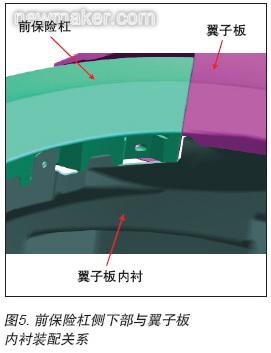
前保险杠侧上部与前翼子板的装配关系共设计了4处,以确保前保险杠与前翼子板两者之间的间隙和安装效果,如图4所示。前保险杠侧下部与翼子板内衬共设计了3处装配关系,如图5所示。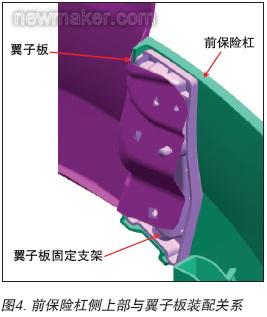
前保险杠下部与下弯梁共设计2 处装配关系,以确保前保险杠与车身的牢固性,如图6 所示。
前牵引钩、前牌照、前雾灯、散热器罩在前保险杠上的安装方式及位置,如图7所示。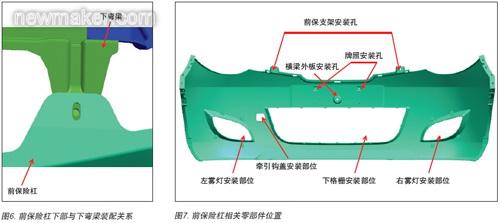
塑料保险杠系统的工艺设计及分析
塑料前保险杠的结构设计主要包括以下几个方面:形状、璧厚、脱模角度、加强筋、支撑面、圆角、孔位等等。
零件的形状
在进行造型设计的时候,零件的可制造性、可靠性等细节是要预先仔细考虑的。零件的局部突出和大的悬臂结构容易导致零件在装配之后产生变形,所以在设计时要尽量避免。可采用下面几个方法解决:一是两安装点连成一体,二是加宽凸缘,三是背面加筋。对于与车身要求有配合的边界,采用加凸缘的方法可以将零件的变形量减到最低,有利于配合精度的提高,从而确保整车质量。
零件的璧厚
在零件冷却过程中,固化或冷却速度不均,将会导致收缩不均匀,进而在零件内部产生应力,导致翘曲变形和缩痕的产生。为避免这些缺陷的产生,保险杠一定要要有均匀的璧厚。
汽车保险杠厚度范围一般是:(3+0.25)mm~(3.5+0.25)mm。设计时,采用足够的厚度变化过渡区可以达到避免厚度的变化带来的零件表面质量影响的目的。
脱模角度
脱模角度是塑料件设计必须仔细考虑的问题,脱模角度应大于零。在满足大于零的条件下,零件脱模的难易程度于脱模角度的大小成正比。但是,脱模角也不是越大越好,大的角度容易导致零件厚度不均,降低制造精度。
脱模角度和零件深度关系密切,表3为最小和最大的脱模角度参考值。一般情况下,皮纹件相对于非皮纹件来说,脱模角度需要稍微大一些,具体大多少还和皮纹的深浅有关,每0.025的皮纹深度需要1°的脱模斜度。
加强筋
对于塑料件,特别是大型零件,必须在一些地方,比如大曲面、孔或安装点处增加加强筋来提高强度和刚性。因为仅仅依靠一定的璧厚,制件的形状、尺寸以及一定的强度是无法保证的。而对于汽车外饰零部件,其主要表面一般不采用加筋,在次表面采用筋条时,根部璧厚也要小于璧厚的1/2,而对于非可见表面,表观质量要求就没有那么严格。在一些特殊时候,由于受到结构的限制,主表面需要在其背后布置安装点等,安装点璧厚应该尽量薄或局部开口以防止表面缩印的产生,同时,常加一些小筋以防止安装时此部位应力集中产生断裂现象。
支撑面
零件的支撑面为整个面的话,稍有变形就会对外观和车身的配合产生影响。所以,实际生产中,经常利用凸边和局部凸起的支边来充当支撑面的角色,对于一些需要紧密配合的零件,经常采用图8的结构。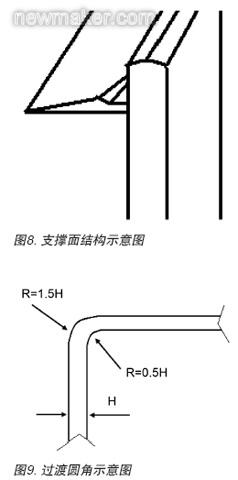
圆角
保险杠的圆角设计,在符合法规的基础上,要与整车造型一气呵成。圆角与R角拐点位置对应或者重迭。一般情况下,保险杠的R角取值范围一般在(3~0.5)mm之间。在有尖角的地方,为使结构的牢固和料的流动性得以保证,R角至少要取0.5mm。为达到避免转角处的产生应力集中,从而提高模具制造使用寿命的目的,在设计塑料件时,一般都要采用圆弧过渡,应设计(0.5~1)mm的圆角于各连接处。另外,为减小应力和确保壁厚均匀,在拐角处也要采用一些圆角。
孔
保险杠上的安装孔形状不应采用复杂的,应该尽量简单,一般设计成通孔。孔和壁之间要有一定的距离,孔与边界的最小距离是孔径的1倍。
安装点
安装点位置直接影响装配间隙和面差质量的好坏。而前后保险杠是外饰零部件中,对整车效果影响最大、最直接的零件。保险杠与车身本体或相邻零件相连接,一般采用安装支架和螺栓卡扣等连接件。为满足汽车外型的美观和防盗的要求,所有安装点应该尽量设计在非可见表面或者隐藏,同时,保险杠又是需要更换零件,要方便拆卸与维修,应尽量不拆卸周边零件。
总结
汽车塑料保险杠既是安全件,又是装饰件,其结构设计不仅与整车安全息息相关,还影响整车质量感知。随着社会的发展,汽车在现代人生活中扮演越来越亲密的角色,保险杠也将会走向革新的道路,将向美观、吸能、轻量化、低成本、高性能、降油耗等综合目的方面发展。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(1/6/2015) |
对 塑料模具 有何见解?请到 塑料模具论坛 畅所欲言吧!
|