|
车刀/镗刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
薄壁件硬车加工的解决方案 |
|
|
作者:WSS/刀具应用优化部 吴远 |
|
振动是一种常见的机械运动方式,指物体在平衡位置附近随时间做往复运动。振动也有具有危害性的一面,在车削加工时,振动会使得被加工工件的表面粗糙度增大,有时还会出现纹理,不能达到加工要求。
同时,一般随着第一次振动的产生,之后的加工也会伴随着连续振动,使得整个加工过程每一道工序都会产生误差,误差的累计甚至会导致工件的报废。
并且,振动不仅对加工精度和加工质量存在影响,还会对机器和刀具产生磨损,一旦发生这种情况,会导致整个车削加工机床和刀具受损,在加工领域具有丰富经验的工人在充分了解机床的情况下会通过牺牲机床的加工效率,减少零件切削的加工量来抑制加工中产生的振动。
车削加工中产生的另一种振动主要是刀具的振动,刀具的振动很容易观察到,刀具振动是一种高频振动,切削时产生的噪音会很大,很刺耳,主要是由于刀具在加工过程中与工件之间的磨损累积,使表面摩擦力增大,摩擦力的作用下会损坏工件与刀具,在工件表面划出细而密的痕迹。
01 振动的消除办法
要控制车削加工过程中振动的产生,要从机床和刀具两方面来考虑。要以消除机床内部振动为基础,减少加工过程的人为操作失误和工件刀具的错误使用为手段,保证振动不会造成严重的危害。想要有效减弱或消除振动,可以采取以下几种措施。
1) 硬车加工的零件,需要选择刚性更好的机床,日系或者欧系的机床。
2) 夹持刀具时要充分考虑工件的加工顺序,对最适合的面进行夹持,保证刀具受力均匀,避免加工过程中受力不平衡,弯矩增大,并且要将刀具夹持好,避免在加工过程中出现振动甚至刀具脱飞。
3) 合理选择刀具的材料与类型,根据被加工件的材料以及加工精度要求选择合适刀具,严禁“软刀硬切”,既会损坏刀具,又会增加加工过程中的振动危害性。
4) 适当增大刀杆刚度,增加刀杆刚度可以减轻摩擦带来的影响。
5) 控制刀具的悬伸长度。刀具伸出的长度太长,不利加工,且在加工过程中容易发生抖动,也会对操作者造成伤害。
6) 对使用时间长的刀具要及时磨刀或者更换。
7) 使用防震刀杆或者硬质合金刀杆。
02 切削力的分析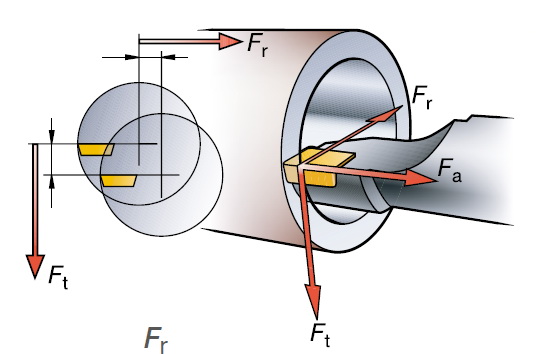
切削力对内圆车削的影响
切向切削力,Ft
1) 将刀具向下压,离开中心线。
2)导致副后角减小。
径向切削力,Fr
1) 改变切削深度和切削厚度。
2) 导致尺寸超出公差范围和振动风险。
进给力,Fa
1) 沿着刀具进给方向分配。
选择合适主偏 (切入) 角
选择主偏 (切入) 角和切削力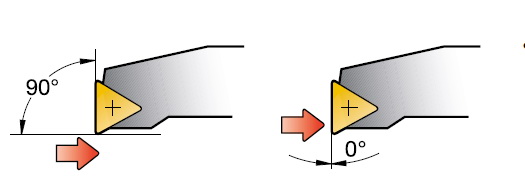
选择接近90°的主偏角 (接近0°的切入角)。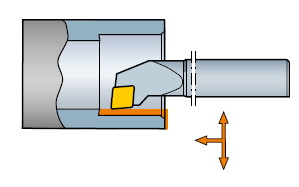
最常用的内圆车削工序
1) 常用的是菱形C型80°刀片。
2) 常用的是主偏 (切入) 角为95° (-5°) 和93° (-3°) 的镗杆。
3) D型55°、W型80°和T型60°刀片形状也很常用。
03 案例
输出轴压板内部的加工:材料20CrMnTi,表面光洁度要求Ra0.6以内,压板属于薄壁件,表面经常有出现震纹的现象,使用某进口品牌刀片,加工寿命只有五十件强制换刀。
在设计刀片的前期考虑到实际应用现场机床及工件刚性不足的情况下,采用选择小倒棱并带修光刃的设计,这样可以减小切削力减少震纹,并可以得到良好的光洁度以满足客户的要求,选择合理的切削参数进行测试,测试最后因刀片刃口磨损导致切削力增加产生了震纹,未达到预期的效果。
从测试数据分析来看,刀片材料以及刃口处理角度方面是没有问题的,最后引起振动的主要因素是机床和刀杆刚性不足,原有的刀杆采用钢基体刀杆,而且悬伸过长,是引起加工震纹的主要因素之一。
WSS针对这一问题进行研究及方案优化。提供特制刀杆并根据实际加工深度调整刀杆悬伸长度,进行测试,在同样的加工参数(VC,fn,Ap),CBN的刀片寿命都提高150-200%,加工效果远超原有数据,达到预期效果。通过优化刀杆,提高刀片寿命,刀片价格又有优势,加工的效率又不变,大大降低了生产制造成本,让加工更加高效便捷。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/19/2021) |
|
| 上海西脉科司实业有限公司联系方式:
|
| 网址: |
http://www.zimex.com.cn/
|
电话:86 -021 -33522329 |
| 地址: |
中国·上海·上海市松江区九亭盛富路685弄79号 |
|
|
|
对 车刀/镗刀 有何见解?请到 车刀/镗刀论坛 畅所欲言吧!
|
