铸造机械/压铸设备 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
金属切削机床 --------------------
-加工中心/FMS
-车床/数控车床
-数控机床/铣床
-齿轮加工机床/刨床
-磨床/珩磨设备
-镗床/钻床
-电火花EDM/线切
-机床附件/其它机床
--------------------
-锻压/冲压/轧制设
-铸造机械/压铸设备
-焊接设备/切割机
-其它金属加工设备
查看本类全部文章
霍尼韦尔公司使用Ultraseal循环回收技术提高了生产率并降低了成本
作者:Norman Hay plc
霍尼韦尔公司迫切希望改善其铸件浸渗工艺并且减少相关环境影响和成本,于是他们咨询了微孔密封领域的全球领导者Ultraseal International,以评估其现有系统并提出改进建议。解决方案为将原有系统改造,使用Ultraseal循环回收技术,它能大大节省浸渗液的消耗和水的使用,减少水处理和废水处理成本并提高了生产效率 - 其他压铸工程师也可以以此优化他们自己密封微孔方法,同时为供应链增值。
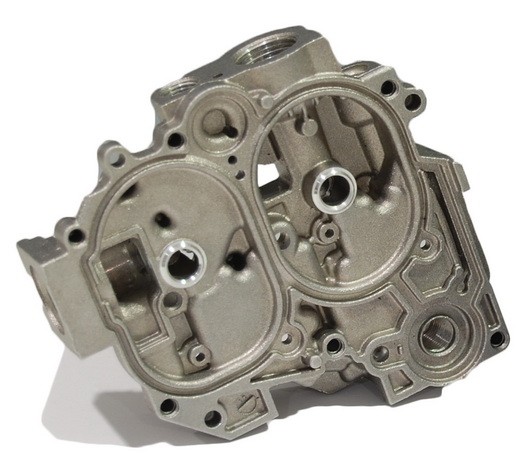
加工中心 和一个浸渗系统。在超过18年的时间里,位于都柏林的工厂,CA一直使用自动的浸渗设备密封多孔铸件,每天处理超过2000个铸件。
问题分析
改造成果
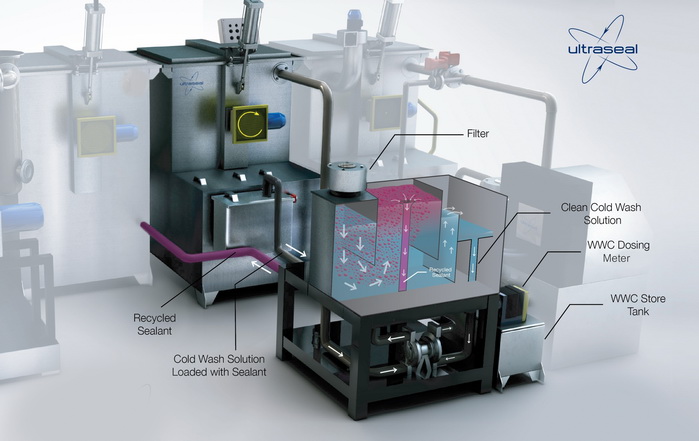
浸渗系统如何工作?
文章内容仅供参考
(投稿 )
(10/26/2018)
铸造机械/压铸设备论坛 畅所欲言吧!