|
й“ЈеҲҖ |
|
| жҢүиЎҢдёҡзӯӣйҖү |
|
|
| жҢүдә§е“ҒзӯӣйҖү |
|
|
| |
|
жҹҘзңӢжң¬зұ»е…ЁйғЁж–Үз« |
| |
|
|
|
|
и¶…еҮәжңҹжңӣ - иӮҜзәійҮ‘еұһHARVI III |
|
|
дҪңиҖ…пјҡиӮҜзәійҮ‘еұһ |
|
еҪ“дё–з•ҢжңҖеӨ§зҡ„йЈһжңәеҲ¶йҖ е•ҶйӮҖиҜ·жӮЁжҙҪи°ҲдёҡеҠЎж—¶пјҢиҝҷе°ҶжҳҜжӮЁеұ•зҺ°иҮӘе·ұжңҖдҪіеҪўиұЎзҡ„ж—¶еҲ»гҖӮ
иҺ·еҘ–иҖ…жҳҜвҖҰвҖҰиӮҜзәійҮ‘еұһе…¬еҸёеҮәе“Ғзҡ„ HARVI IIIпјҢиҝҷж¬ҫеҲҖе…·дёҚд»…еҮәзҺ°еңЁдё»иҰҒйЈһжңәеҲ¶йҖ е•Ҷзҡ„еҶ…йғЁеҲҖе…·зӣ®еҪ•дёӯпјҢд№ҹеә”еҪ“еҮәзҺ°еңЁжӮЁзҡ„еҲҖе…·зӣ®еҪ•дёӯгҖӮ
еңЁ 2015 е№ҙпјҢзҫҺеӣҪдёҖ家еӨ§еһӢйЈһжңәеҲ¶йҖ е•Ҷзҡ„е·ҘзЁӢеёҲйқўдёҙдёҖдёӘеӣ°еўғпјҢ他们иҰҒзЎ®е®ҡе“Ә家еҲҖе…·еҲ¶йҖ е•Ҷз”ҹдә§зҡ„еҲҖе…·дә§е“ҒжңҖйҖӮеҗҲиҝӣиЎҢ Ti-6Al-4V й’ӣеҗҲйҮ‘жқҗж–ҷзҡ„еҲҮеүҠгҖӮиҝҷ家公еҸёйӮҖиҜ·иӮҜзәійҮ‘еұһд»ҘеҸҠе…¶д»– 10 家全зҗғжҖ§зҡ„еҲҖе…·дҫӣеә”е•ҶжқҘеҲ°иӢұеӣҪи°ўиҸІе°”еҫ·еӨ§еӯҰзҡ„е…ҲиҝӣеҲ¶йҖ з ”з©¶дёӯеҝғпјҲAMRCпјүпјҢеңЁйӮЈйҮҢпјҢеҗ„дёӘеӣўйҳҹеұ•ејҖдәҶжҝҖзғҲзҡ„з«һдәүгҖӮиҝҷйЎ№жҙ»еҠЁйңҖиҰҒеҮ дёӘжңҲжүҚиғҪе®ҢжҲҗпјҢдҪҶиӮҜзәійҮ‘еұһе…¬еҸёеңЁз«һдәүдёӯиғңеҮәпјҢе…¶иҺ·иғңеҲҖе…·зҡ„жҖ§иғҪи¶…иҝҮдәҶдј—еӨҡз«һдәүдә§е“Ғпјӣиҝҷж¬ҫиҺ·иғңеҲҖе…·еҸҜдёәиҜҘе…¬еҸёжҸҗй«ҳз”ҹдә§зҺҮпјҢ延й•ҝеҲҖе…·дҪҝз”ЁеҜҝе‘ҪпјҢд»ҺиҖҢеҲӣйҖ жӣҙеӨҡд»·еҖјгҖӮжңҖз»ҲпјҢиҝҷж¬ҫдә§е“Ғиў«иҝҷ家иҲӘз©әдёҡе·ЁеӨҙ收еҪ•дәҺе…¶еҶ…йғЁеҲҖе…·дә§е“Ғзӣ®еҪ•дёӯгҖӮ
еҲ¶е®ҡ规еҲҷ
иҝҷ家йЈһжңәеҲ¶йҖ е•ҶдёәвҖңдј з»ҹй“ЈеүҠжі•вҖқе’ҢвҖңй«ҳйҖҹй“ЈеүҠжі•вҖқеҲҶеҲ«еҲ¶е®ҡдәҶдёүз»„еҲҮеүҠеҸӮж•°гҖӮе®ғ们еҲҶеҲ«иў«еҪ’зұ»дәҺвҖңзҺ°жңүжҖ§иғҪвҖқпјҢвҖңз¬ҰеҗҲжңҹжңӣвҖқпјҢд»ҘеҸҠвҖңи¶…еҮәжңҹжңӣвҖқдёүдёӘзұ»еҲ«гҖӮеңЁдј з»ҹжөӢиҜ•еӣһеҗҲдёӯпјҢйҮҮз”ЁдәҶ 0.1 иӢұеҜёпјҲ2.54 жҜ«зұіпјүзҡ„еҫ„еҗ‘еҲҮеүҠж·ұеәҰ (DOC) еҸӮж•°пјҢеҲҮеүҠйҖҹеәҰиҢғеӣҙдёәвҖңзӣ®еүҚжҖ§иғҪвҖқзҡ„ 150 SFMпјҲ46 зұі/еҲҶй’ҹпјүпјҢвҖңз¬ҰеҗҲжңҹжңӣвҖқзҡ„ 200 SFMпјҲ61 зұі/еҲҶй’ҹпјүпјҢзӣҙиҮівҖңи¶…еҮәжңҹжңӣвҖқзҡ„ 250 SFMпјҲ76 зұі/еҲҶй’ҹ)гҖӮ
вҖңеңЁз¬¬дёҖиҪ®жөӢиҜ•дёӯпјҢжҲ‘们зӣҙжҺҘйҮҮз”ЁдәҶвҖҳи¶…еҮәжңҹжңӣвҖҷзҡ„еҸӮж•°еҖјпјҢд»ҺиҖҢдёәе…¶д»–з«һдәүеҜ№жүӢи®ҫзҪ®дәҶйҡңзўҚгҖӮвҖқеҸӮеҠ жөӢиҜ•зҡ„иӮҜзәійҮ‘еұһе·ҘзЁӢеёҲдё№е°јВ·жҲҙз»ҙж–Ҝиҝҷж ·иҜҙйҒ“гҖӮеңЁйҡҸеҗҺзҡ„й«ҳйҖҹеҲҮеүҠжөӢиҜ•дёӯпјҢеҲҮеүҠж·ұеәҰеҸӮж•°е·ІйҷҚдҪҺиҮі 0.02 иӢұеҜёпјҲ0.508 жҜ«зұіпјүпјҢдҪҶиЎЁйқўеҲҮеүҠйҖҹеәҰеҲҷеҲҶеҲ«еўһеҠ иҮі 400 SFMпјҲ122 зұі/еҲҶй’ҹпјүгҖҒ450 SFMпјҲ137 зұі/еҲҶй’ҹпјүе’Ң 500 SFMпјҲ152 зұі/еҲҶй’ҹпјүзҡ„зә§еҲ«гҖӮ
иҝҷдёӨз§ҚеҠ е·Ҙж–№жі•йғҪеҜ№еҲҖе…·ж§ҪеһӢжңүдёҘж јзҡ„иҰҒжұӮпјҡеҸӮеҠ иҖ…еҝ…йЎ»дҪҝз”Ёзӣҙеҫ„дёә 1.25 иӢұеҜёпјҲ31.75 жҜ«зұіпјүзҡ„з«Ӣй“ЈеҲҖпјҢе…¶еҲғеҸЈй•ҝеәҰдёә 4 иӢұеҜёпјҲ101.6 жҜ«зұіпјүпјҢеҲҖе°–еңҶи§’еҚҠеҫ„дёә 0.09 иӢұеҜёпјҲ2.29 жҜ«зұіпјүпјҢеҲҮеүҠеҲғж•°йҮҸдёә 5 еҲғжҲ– 6 еҲғгҖӮвҖңиӮҜзәійҮ‘еұһжҳҜе”ҜдёҖд»ҺејҖе§Ӣе°ұдҪҝз”Ё 6 еҲғеҲҖе…·зҡ„з«һдәүйҖүжүӢпјҢвҖқжҲҙз»ҙж–Ҝ继з»ӯиҜҙйҒ“пјҢвҖңжҲ‘们д»ҺжҜ”иөӣз®ЎзҗҶдәәе‘ҳеӨ„еҫ—зҹҘвҖҳиҮӘз”ұеҸ‘жҢҘвҖҷзҡ„规еҲҷпјҢжүҖд»ҘжҲ‘们д»ҺдёҖејҖе§Ӣе°ұе…ЁеҠӣд»ҘиөҙгҖӮвҖқеңЁжөӢиҜ•жңҹй—ҙпјҢиҰҒжұӮеҲҖе…·зҡ„ Z иҪҙеҲҮж·ұиҫҫеҲ° 2 иӢұеҜёпјҲ50.8 жҜ«зұіпјүпјҢ并且д»ҺеҲҖжҹ„йғЁдҪҚзҡ„жӮ¬дјёй•ҝеәҰеә”зІҫзЎ®иҮі 4.5 иӢұеҜёпјҲ114.3 жҜ«зұіпјүгҖӮ
еҸӘе…Ғи®ёдҪҝз”ЁиӢұеҲ¶еҲҖе…·пјҲжІЎжңүзӣёеә”зҡ„е…¬еҲ¶еҲҖе…·пјүгҖӮеҲҖе…·ж¶ӮеұӮгҖҒзЎ¬иҙЁеҗҲйҮ‘еҹәдҪ“жқҗж–ҷпјҢд»ҘеҸҠжңҖдҪіеҲҖе…·ж§ҪеһӢеҲҷз”ұеҲҖе…·дҫӣеә”е•ҶиҮӘиЎҢзЎ®е®ҡгҖӮ
е…¬е№із«һдәү
жҜ«ж— з–‘й—®пјҢиҝҷ家公еҸёзҡ„е·ҘзЁӢеёҲдёәжүҖжңүеҸӮдёҺиҖ…еҲ¶е®ҡдәҶдёҖеҘ—жҳҺзЎ®зҡ„规еҲҷпјҢжҜҸдёӘеҸӮдёҺз«һдәүзҡ„е…¬еҸёйғҪжҙҫеҮәдәҶиҮӘе·ұжңҖејәзҡ„дәәе‘ҳеҸӮеҠ иҝҷж¬ЎжөӢиҜ•гҖӮиӮҜзәійҮ‘еұһе…¬еҸёеҜ№еӨҡз§ҚйҮҮз”ЁдёҚеҗҢеҹәдҪ“жқҗж–ҷгҖҒж§ҪеһӢгҖҒж¶ӮеұӮгҖҒд»ҘеҸҠеҲғеҸЈеӨ„зҗҶж–№ејҸзҡ„еҲҖе…·иҝӣиЎҢдәҶиҜ„дј°гҖӮжҲ‘们д№ҹе°қиҜ•дәҶй«ҳеҺӢе’ҢдҪҺеҺӢеҶ·еҚҙеҲҖе…·пјҢжңүж—¶йҮҮз”ЁеҶ…еҶ·еҲҖе…·пјҢжңүж—¶еҲҷйҮҮз”ЁеӨ–еҶ·еҲҖе…·гҖӮиӮҜзәійҮ‘еұһд№ҹиҝӣиЎҢдәҶеҶ…йғЁжөӢиҜ•пјҢеҲҶеҲ«еңЁеҫ·еӣҪиҸІе°”зү№е·ҘеҺӮгҖҒз”°зәіиҘҝе·һжӢүйҹҰе°”ж¶…е·ҘеҺӮгҖҒеҢ—еҚЎзҪ—жқҘзәіе·һйҳҝд»ҖдјҜеӢ’е·ҘеҺӮдҪҝз”Ёдә”з§ҚеҠ е·ҘдёӯеҝғиҝӣиЎҢдәҶжөӢиҜ•пјҢ并еңЁиҝҷж¬ЎжөӢиҜ•дёӯжҸҗеҮәдәҶдёүйЎ№дё“еҲ©зҡ„з”іиҜ·еӨҮжЎҲгҖӮжҲ‘们дҪҝз”ЁдәҶй«ҳйҖҹзӣёжңәеҜ№еҲҮеұ‘жөҒе’ҢеҲҮеұ‘зҡ„еҪўжҲҗиҝӣиЎҢдәҶеҲҶжһҗпјҢ并еӣ жӯӨејҖеҸ‘дәҶж–°зҡ„еҲҖе…·зЈЁеүҠе·ҘиүәгҖӮжҖ»д№ӢпјҢжҲ‘们дёәиҝҷдёӘйЎ№зӣ®з”ҹдә§дәҶ 300 з§ҚдёҚеҗҢзҡ„еҲҖе…·пјҢиҝӣиЎҢдәҶ 15,000 з«Ӣж–№иӢұеҜёпјҲ246,000 cm3пјүзҡ„й’ӣеҗҲйҮ‘жқҗж–ҷеҲҮеүҠгҖӮ
жөӢиҜ•з»“жһңз»ҷдәәз•ҷдёӢдәҶж·ұеҲ»зҡ„еҚ°иұЎгҖӮеңЁжңҖеҗҺдёҖиҪ®жөӢиҜ•дёӯпјҢиӮҜзәійҮ‘еұһдҪҝз”ЁдәҶ Safe-LockTMзғӯеҘ—й…ҚеҗҲеҲҖжҹ„пјҢ并еңЁжүҖжңүжөӢиҜ•йЎ№зӣ®дёӯйҮҮз”ЁдәҶвҖңи¶…еҮәжңҹжңӣвҖқзұ»еҲ«зҡ„еҲҮеүҠеҸӮж•°гҖӮеңЁйҮҮз”Ёдј з»ҹй“ЈеүҠж–№жі•зҡ„жғ…еҶөдёӢпјҢдёҖе°Ҹж—¶еҗҺеҸҜи§ӮеҜҹеҲ°зҡ„еҲҖе…·зЈЁиҖ—е°ҸдәҺ 0.001 иӢұеҜёпјҲ0.025 жҜ«зұіпјүпјҢиЎЁйқўзІ—зіҷеәҰдёә 23 Ојin Ra (0.6 Ојm)гҖӮеңЁй«ҳйҖҹеҲҮеүҠжөӢиҜ•дёӯпјҢе…¶жөӢиҜ•з»“жһңе…·жңүжӣҙеҘҪзҡ„еҸҜжҜ”жҖ§пјҢеҲҖе…·зЈЁиҖ—е°ҸдәҺ 0.0014 иӢұеҜё(0.035 жҜ«зұі)пјҢиЎЁйқўзІ—зіҷеәҰиҰҒдјҳдәҺ 27.5 Ојin Ra (0.7 Ојm)гҖӮдёӨз§ҚжөӢиҜ•з»“жһңйғҪж»Ўи¶ідәҶиҝҷ家йЈһжңәеҲ¶йҖ е•Ҷзҡ„иҰҒжұӮпјҢ并且йҮ‘еұһеҺ»йҷӨзҺҮжҜ”з«һдәүеҜ№жүӢжҸҗй«ҳдәҶ 20пј…пјҢеӣ дёәиӮҜзәійҮ‘еұһе…¬еҸёйҖүжӢ©дәҶ 6 еҲғеҲҖе…·пјҢиҖҢдёҚжҳҜ 5 еҲғеҲҖе…·гҖӮ
иөўеҫ—е®ўжҲ·зҡ„дҝЎиө–
еңЁиҝҷйЎ№жөӢиҜ•зҡ„иҝӣиЎҢиҝҮзЁӢдёӯпјҢиҝҷ家公еҸёзҡ„е·ҘзЁӢеёҲиҝҳеҜ№иӮҜзәійҮ‘еұһеҲҖе…·иҝӣиЎҢдәҶеҶ…йғЁжөӢиҜ•пјҢж №жҚ®еҲҖе…·еңЁе®һйҷ…дҪҝз”ЁиҝҮзЁӢдёӯзҡ„ж ҮеҮҶиҝӣиЎҢдәҶеҲҖе…·жҖ§иғҪжөӢиҜ•гҖӮ他们еҜ№еӨҡж¬ҫеҲҖе…·иҝӣиЎҢдәҶжөӢиҜ•пјҢиҝҗиҪ¬ж—¶й—ҙиҫҫеҲ°дәҶ 2,000 еҲҶй’ҹпјҢе…¶зЈЁиҖ—дёҚи¶…иҝҮ 0.00157 иӢұеҜёпјҲ0.039 жҜ«зұіпјүгҖӮ
еҜ№дәҺе…¶д»–е®ўжҲ·иҖҢиЁҖпјҢиҝҷж„Ҹе‘ізқҖд»Җд№ҲпјҹиӮҜзәійҮ‘еұһе…¬еҸёжңҖиҝ‘еҸ‘еёғдәҶе…¶жңҲеәҰжөӢиҜ•з»“жһңпјҢжөӢиҜ•дә§е“Ғеә”иҜҘжҳҜеӨ§е®¶жҜ”иҫғзҶҹжӮүзҡ„гҖӮHARVI III иҲӘз©әиЎҢдёҡжӢ“еұ•зі»еҲ—ж•ҙдҪ“зЎ¬иҙЁеҗҲйҮ‘з«Ӣй“ЈеҲҖйҮҮз”ЁеӨҡйЎ№жңҖж–°еҲҖе…·жҠҖжңҜпјҢеӣ жӯӨеҸ—еҲ°е®ўжҲ·е№ҝжіӣзҡ„ж¬ўиҝҺгҖӮиҜҘеҲҖе…·жңү 6 дёӘдёҚеҜ№з§°еҲғеҸЈпјҢеҸҜд»ҘеңЁй«ҳиҝӣз»ҷеҠ е·ҘдёӯйҒҝе…ҚжҢҜеҲҖзҺ°иұЎгҖӮе…¶иҫғдҪҺзҡ„еҲҮеүҠеҠӣе’ҢеҒҸеҝғеңҶеј§еҗҺи§’и®ҫи®ЎеҸҜ延й•ҝеҲҖе…·дҪҝз”ЁеҜҝе‘ҪпјҢй”ҘеҪўиҠҜйғЁи®ҫи®ЎеҸҜеңЁйҮҚеһӢеҲҮеүҠеҠ е·ҘдёӯжҸҗй«ҳеҲҖе…·зҡ„зЁіе®ҡжҖ§гҖӮвҖңжңүж„ҸжҖқзҡ„жҳҜпјҢж— и®әеҜ№зҺ°жңүзҡ„ HARVI III иҝӣиЎҢжҖҺж ·зҡ„ж”№иЈ…е’ҢжөӢиҜ•пјҢе…¶з»“жһңжҖ»жҳҜдёҺзӣ®еүҚзҡ„дә§е“Ғи®ҫи®ЎйқһеёёжҺҘиҝ‘пјҢеңЁиҝҮеҺ» 5 е№ҙдёҖзӣҙйғҪжҳҜиҝҷж ·зҡ„пјҢвҖқжҲҙз»ҙж–Ҝиҝҷж ·иҜҙйҒ“гҖӮвҖңжңҖз»Ҳзҡ„дҝ®ж”№йқһеёёеҫ®е°ҸпјҢжҲ‘们计еҲ’еҸӘеҜ№ж—§еһӢ HARVI III иҝӣиЎҢеҚҮзә§гҖӮвҖқ
ж–°еһӢ HARVI дә§е“ҒйҮҮз”Ё KCSM15 Beyond жқҗиҙЁпјҢиҝҷз§ҚжқҗиҙЁеңЁй’ӣеҗҲйҮ‘жқҗж–ҷд»ҘеҸҠдёҚй”Ҳй’ўжқҗж–ҷзҡ„еҠ е·Ҙдёӯе…·жңүжһҒдёәеҮәиүІзҡ„жҖ§иғҪпјҢе…¶иҝҮеҝғеҲғеҸЈи®ҫи®Ўдёәе®ўжҲ·жҸҗдҫӣдәҶжһҒеҘҪзҡ„зҒөжҙ»жҖ§пјҢеҚіеҸҜз”ЁдәҺзІ—еҠ е·Ҙеә”з”ЁпјҢеҸҲеҸҜз”ЁдәҺзІҫеҠ е·Ҙеә”з”ЁгҖӮвҖңжҖ»е…ұз ”еҸ‘дәҶ 303 з§Қж ҮеҮҶеһӢзі»еҲ—дә§е“ҒпјҢ并收еҪ•еңЁдә§е“Ғзӣ®еҪ•дёӯпјҢвҖқжҲҙз»ҙж–ҜиҜҙйҒ“гҖӮиҝҷдәӣдә§е“ҒеҢ…жӢ¬зҗғеӨҙеһӢе’Ңж–№еӨҙеһӢз«Ӣй“ЈеҲҖдә§е“ҒпјҢжңүеӨҡз§ҚеҲҖе°–еҚҠеҫ„еһӢеҸ·е’ҢеӨҡз§Қй•ҝеәҰеһӢеҸ·гҖӮж ҮеҮҶеһӢдә§е“ҒеҢ…жӢ¬зӣҙеҫ„иҢғеӣҙдёә 1/2 иӢұеҜёиҮі 1-1 / 4 иӢұеҜёзҡ„зҺ°иҙ§дә§е“ҒпјҢиҝҳжңү 1-1 / 2 иӢұеҜёзҡ„е®ҡеҲ¶дә§е“ҒпјҢдәӨиҙ§е‘ЁжңҹйқһеёёзҹӯгҖӮиҝҷиЎЁжҳҺжҲ‘们еҜ№ејҖеҸ‘ж–°зі»еҲ—дә§е“ҒйқһеёёйҮҚи§ҶпјҢиҜҘзі»еҲ—дә§е“ҒиҰҒжҜ”д»ҘеҫҖеҸ‘еёғзҡ„д»»дҪ• HARVI зі»еҲ—йғҪжӢҘжңүжӣҙеӨҡзҡ„еһӢеҸ·
вҖңHARVI III иҲӘз©әжӢ“еұ•зі»еҲ—е·Із»Ҹиў«иҝҷ家иҲӘз©әдёҡе·ЁеӨҙ收еҪ•еңЁе…¶еҶ…йғЁеҲҖе…·зӣ®еҪ•дёӯпјҢвҖқиӮҜзәійҮ‘еұһе…¬еҸёзҡ„йҮҚиҰҒе®ўжҲ·дё»з®ЎеҪјеҫ—В·еҠіжЈ®иҜҙйҒ“гҖӮвҖңиҝҷеҜ№д»–们жҳҜйқһеёёжңүзӣҠзҡ„пјҢдҪҶеҜ№дәҺйӮЈдәӣеҠ е·Ҙй’ӣеҗҲйҮ‘жқҗж–ҷпјҢеёҢжңӣиғҪ延й•ҝеҲҖе…·еҜҝе‘Ҫзҡ„еҠ е·ҘеҺӮиҖҢиЁҖпјҢиҜҘзі»еҲ—дә§е“ҒеҜ№д»–们жӣҙдёәжңүзӣҠпјҢ他们еҸҜд»ҘдҪҝз”Ёиҝҷж¬ҫд№…з»ҸжөӢиҜ•зҡ„еҲҖе…·дә§е“ҒпјҢдёәе…¶еҲӣйҖ жӣҙеӨ§зҡ„д»·еҖјгҖӮHARVI III зі»еҲ—дёҚд»…еҸҜд»ҘеҠ е·ҘеҮәжӣҙеӨҡзҡ„йӣ¶йғЁд»¶пјҢе…·жңүжӣҙеҘҪзҡ„еҸҜйў„жөӢжҖ§пјҢжҜ”з«һдәүдә§е“Ғжңүжӣҙзҹӯзҡ„еҠ е·Ҙж—¶й—ҙпјҢе®ғиҝҳе…·еӨҮжӣҙеҘҪзҡ„еҲҮеұ‘жҺ§еҲ¶жҖ§иғҪе’Ңжӣҙй•ҝзҡ„еҲҖе…·еҜҝе‘ҪпјҢеҜ№дәҺд»»дҪ•дёҖдёӘеҠ е·ҘеҺӮиҖҢиЁҖпјҢиҝҷжҳҜдёҖж¬ҫеҸҜд»ҘеёҰжқҘеҸҢиөўзҡ„еҲҖе…·дә§е“ҒгҖӮиў«йҖүдёӯеҸӮеҠ иҝҷж¬Ўз«һдәүжөӢиҜ•жҳҜдёҖз§ҚиҚЈиӘүпјҢиғҪдёәдј—еӨҡе®ўжҲ·жҸҗдҫӣж»Ўи¶іе…¶еә”з”ЁйңҖжұӮзҡ„еҲҖе…·дә§е“Ғд№ҹи®©жҲ‘们ж„ҹеҲ°йқһеёёејҖеҝғгҖӮвҖқ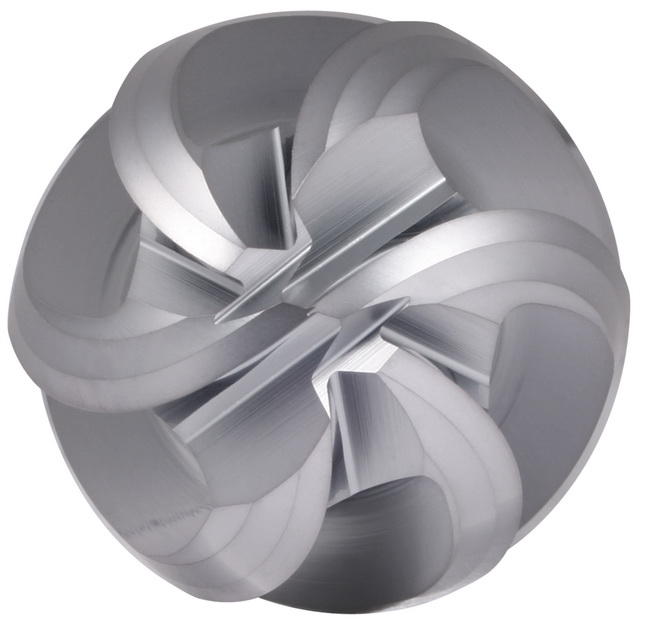
зү№ж®ҠжҺ’еұ‘ж§Ҫи®ҫи®ЎгҖҒе…ӯдёӘйқһеҜ№з§°еҲғеҸЈгҖҒеҒҸеҝғеңҶеј§еҗҺи§’з ”зЈЁпјҢд»ҘеҸҠ KCSM15 жқҗиҙЁ - иҝҷдәӣзү№зӮ№жһ„жҲҗдәҶдёҖж¬ҫжҖ§иғҪжһҒдҪізҡ„еҲҖе…·дә§е“ҒгҖӮ
иӮҜзәійҮ‘еұһе…¬еҸёз®Җд»Ӣ
иӮҜзәійҮ‘еұһе…¬еҸёжҳҜе…Ҳиҝӣжқҗж–ҷеҲӣж–°йўҶеҹҹзҡ„йўҶеҜјиҖ…пјҢ75 дҪҷе№ҙд»ҘжқҘпјҢиӮҜзәійҮ‘еұһе…¬еҸёеңЁе…ЁзҗғйўҶеҹҹеә”з”Ёе…Ҳиҝӣзҡ„иЎҢдёҡжҠҖжңҜпјҢйҖҡиҝҮжқҗж–ҷ科еӯҰпјҢеҲҖе…·дә§е“ҒпјҢд»ҘеҸҠиҖҗзЈЁжҚҹи§ЈеҶіж–№жЎҲеё®еҠ©е®ўжҲ·жҸҗй«ҳз”ҹдә§ж•ҲзҺҮгҖӮжқҘиҮӘиҲӘз©әиҲӘеӨ©гҖҒзӯ‘и·ҜдёҺйҮҮзҹҝгҖҒиғҪжәҗгҖҒйҖҡз”Ёжңәжў°еҠ е·ҘпјҢд»ҘеҸҠдәӨйҖҡиЎҢдёҡйўҶеҹҹзҡ„е®ўжҲ·дҝЎиө–иӮҜзәійҮ‘еұһе…¬еҸёзҡ„дә§е“ҒпјҢеё®еҠ©д»–们еңЁз”ҹдә§еә”з”ЁдёӯжӣҙеҠ зІҫзЎ®пјҢжӣҙеҠ й«ҳж•ҲгҖӮжҜҸеӨ©пјҢе°Ҷиҝ‘ 11,000 еҗҚе…¬еҸёе‘ҳе·ҘдёәеҲҶеёғеңЁ 60 дҪҷдёӘеӣҪ家зҡ„е®ўжҲ·дҝқжҢҒз«һдәүеҠӣжҸҗдҫӣеё®еҠ©гҖӮиӮҜзәійҮ‘еұһе…¬еҸёеңЁ 2017 иҙўж”ҝе№ҙеәҰеҲӣйҖ дәҶ 21 дәҝзҫҺе…ғзҡ„з»ҸжөҺж•ҲзӣҠгҖӮдәҶи§ЈжӣҙеӨҡдҝЎжҒҜиҜ·зҷ»еҪ• http://www.kennametal.com/
|
|
| ж–Үз« еҶ…е®№д»…дҫӣеҸӮиҖғ
(жҠ•зЁҝ)
(12/4/2017) |
еҜ№ й“ЈеҲҖ жңүдҪ•и§Ғи§ЈпјҹиҜ·еҲ° й“ЈеҲҖи®әеқӣ з•…жүҖж¬ІиЁҖеҗ§пјҒ
|