车刀/镗刀 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
钛合金精度孔加工 实现动部件高效生产
作者:山高刀具
山高刀具 助力中航工业昌飞智能制造试点成功
机床 配合高性能刀具来完成。在孔系的精加工中如稍有不慎就会导致零件超差报废,前功尽弃,功亏一篑。
高效刀具解决方案缔造卓越品质
刀片的选择对于钛合金孔加工有着直接影响。优秀的镗削刀片可以在较广的切削参数范围内保持良好的表面粗糙度和圆度,并能有效减少深孔镗削产生的让刀现象。为此,昌飞在试切过程中针对刀片圆角、涂层及不同断屑槽进行对比试验后,结合操作工的使用感受,选择了几款刀片进行工艺优化(见表1)。其中,拥有PVD镀层的CP500在不锈钢精加工和半精加工中具有极佳的韧性。表1 试切刀片
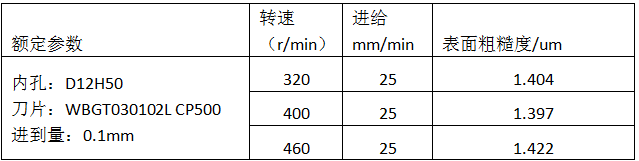
镗削参数(FS值)。钛合金导热性能较差且材质偏黏,故镗削线速度无法达到钢材或铝合金材质,一般维持在30~35m/min可保证表面粗糙度在Ra1.6以上。测试使用的山高刀片在试验件上均表现出良好的加工精度,带有镀层的CP500系列刀片拥有更好的耐磨性和寿命,而传统的26G6无镀层刀片经济性更好。表2所示为CP500刀片的测试结果。表2 CP500刀片的测试结果
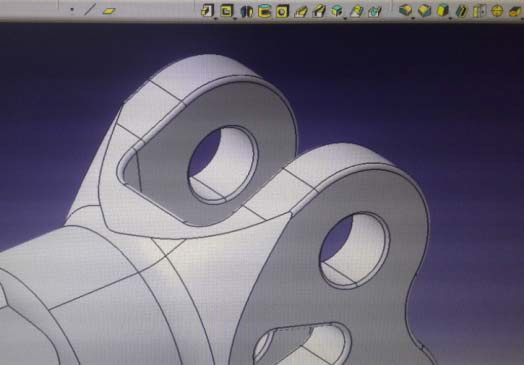
进刀量的确定。合适的进刀量选择可以更快地将零件加工到位,小直径、大长径比精度孔的加工则需要注意让刀现象的发生,并在稳定镗削参数的前提下摸清刀具变形量及表面粗糙度成型的规律。以某型机连接件为例,双叉耳孔(见图3)要求两孔直径Φ18+0.021、同轴度0.05mm,需要悬长至少92mm的镗刀一次完成连孔加工。山高的A76002镗头(见图4)配合悬长95mm硬质合金镗杆,在粗镗至单侧留量0.2mm左右的前提下,按照0.1mm进给镗刀,让刀量稳定在0.002~0.004之间,操作工可按此规律在3~4次进刀之后将该连孔加工到位,并保证了孔径和表面粗糙度要求。
大直径连孔的加工则需要相对更慢的转速和进给,配合R0.4的刀片完成精加工。图5所示的桨叶配合连孔Φ48+0.027,同轴度0.1mm,空间局182mm,采用山高的46~50mm镗刀仍可在3次进刀后加工到位。若使用三把镗刀按定镗方式加工,效率更高。
效率提升伙伴助力高效生产
中航工业昌飞隶属于中国航空工业集团公司,始建于1969年,是我国直升机科研生产基地和航空工业骨干企业,具备研制和批量生产多品种、多系列、多型号直升机和航空零部件的能力。历经数十年的发展,昌飞现已形成军机、民机和国际合作项目协调发展的新格局,产品覆盖1吨级到13吨级直升机型号,并与美国西科斯基公司、波音公司、意大利莱昂纳多公司、中国商飞公司等国内外知名航空企业开展深层次转包合作生产。
文章内容仅供参考
(投稿 )
(11/11/2016)
车刀/镗刀论坛 畅所欲言吧!