|
镗床/钻床 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
深孔钻加工中的导向与偏斜控制 |
|
|
newmaker |
|
在深孔加工行业,衡量深孔孔的一个重要指标就是:偏斜度。
那么,影响偏斜度的都有哪些因素呢?
1、首先考虑深孔钻削所采取的运动形式,在深孔加工过程中,对加工工件偏斜度控制的最好的是工件旋转,刀具作反向旋转又作进给运动的双旋转;其次是工件旋转,刀具作进给运动的单旋转:效果相对枪钻加工来说最不好的是工件不动,刀具旋转又作进给运动的刀具单旋方式。
2、 导向套的装配精度在深孔加工中对孔偏斜有着最重要的影响。机床装配时一定要保证导向套与工件主轴及钻杆箱主轴的同轴度。深孔加工中孔的偏斜与加工长度是线性关系。例如:导向套长度为50mm,如果导向套轴线与工件主轴轴线偏移量为0.05mm:则加工孔深为1000mm的孔时偏斜就可能达到1mm以上。
3、 深孔钻头的磨削角度也会对加工孔的偏斜度有影响。建议采用图示的深孔钻头磨削角度,可以得到较好的孔的偏斜度。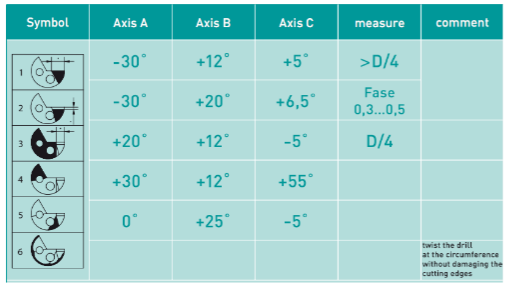
4、 被加工工件的材质均匀程度对偏斜度影响同样很大。加工过程中,深孔钻头会向着材质较软的方向偏移。所以,在对偏斜度要求较高的深孔加工中,材料的热处理非常关键。尽可能的使材料组织细化均匀。
5、 切削参数的选择是否合理对偏斜度也有一定程度的影响。在不影响生产进度的情况下,不宜采用大的走刀量。走刀量的加大会对孔的偏斜带来负面影响。(end)
|
|
| 文章内容仅供参考
(投稿)
(9/19/2016) |
|
| 陕西金石机械制造有限公司 联系方式:
|
| 网址: |
http://www.sxgsm.com
|
电话:86 -029 -84250816 |
| 地址: |
中国·陕西·西安市鱼化光电园 |
|
|
|
对 镗床/钻床 有何见解?请到 镗床/钻床论坛 畅所欲言吧!
|