|
PLC |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
三菱电机PLC和变频器在某金属带材收放卷系统改造的应用 |
|
|
newmaker |
|
1、系统概述
金属带材在进行轧制,退火,清洗,拉矫等各种工艺加工时,都需要一套稳定运行的收放卷系统来对带材进行恒张力控制,保证带材一边放卷进入各道工序加工后又进行卷取,以便开展下一道工序。长期以来金属带材恒张力收放卷系统被直流调速张力控制系统占据,而直流调速系统价格高,后期维护成本也贵,在变频调速技术飞速发展的今天,完全可以采用变频器配普通的变频电机来取代,并且也可以达到恒张力控制的收放卷系统。
因此,当某金属材料公司一套带钢清洗印花线要求我们改造时,我们选择了变频调速恒张力改放卷系统方案,而舍弃了该生产线原来的直流调速方案。
2、工艺特点
该带材清洗印花线先对带材表面杂质锈迹脏物进行清洗,挤干水份后在表面印字,然后进入烘箱烘干,再进行一次清洗涂油后进行收卷。要求带材在进行上述各道工序时保证带材张力恒定,并且线速度为0-10M/MIN可调;清洗水箱水温与烘干箱加热温度可调并能恒温;带材表面印字清晰,印字后经烘干加热再清洗后印花效果良好;收卷张力稳定并且边缘整齐,以下为设备示意图: 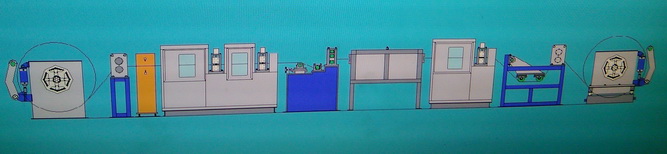
图1 带材清洗线示意图
3、控制系统构成
针对以上要求,而且是原设备改造,由客户提供了三菱FX2N的PLC,然后我们选择三菱电机性能优秀的A840系列变频器三台,各用于开卷电机、收卷电机和一台速度基准辊,每个电机均安装编码器。上位机速度给定传送给线速度基准辊变频器,然后开卷电机变频器和收卷电机变频器采用张力给定方式控制电流环。根据线速度相等的原理,同一时间内速度基准辊与开卷电机走过的带村相等,可以推出速度基准辊的半径与编码器数的积与开卷机带材半径与碥码器数的积相等,从而可以算出开卷机的实时卷径,根据张力与转矩的计算式,可以算出此时需要的转矩,换成电流给定百分比传送给开卷变频器,收卷电机也是如此,从而保证恒定的张力控制。同时收卷台利用伺服电机加纠偏探头进行纠偏,以保证收卷边缘整齐。
各清洗刷辊采取接触器工频启停前后两个清洗箱和中间烘干箱采用三段三相可控硅控制电阻丝,利用K分度热电偶反馈给三个温度控制器各自进行PID调节恒温控制,然后上机与温控制器进行通讯设定及反馈。整个系统上位机采用组态王软件,PLC为FX2N-64MT(客户存货),FX2N-4DA及FX2N-4AD各一个,台达伺服电机0.75KW一套(客户提供)。
4、系统调试
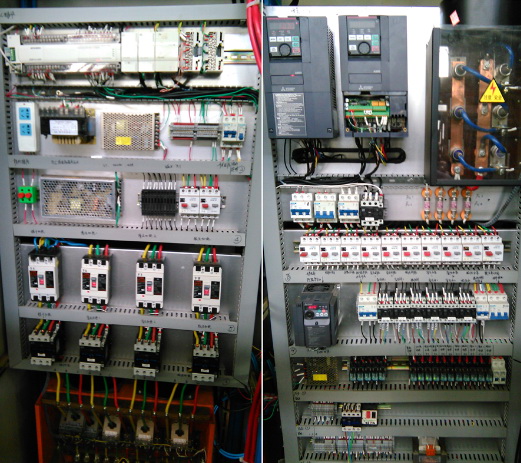
整个系统操作分为传动和联机两大部份,当传动按钮按下而联机按钮未按下时,系统开卷机,收卷机均可以点动正反转以方便操作人员穿带及倒卷或松卷紧卷,各洗刷辊均可以手动启停。当传动和联机按钮均按下时,系统开始联动,生产线按照操作工在上位机上所设定的线速度和张力联机运行,开卷机和收卷机开始进行卷径计算并且输出实时转矩以满足张力需求,各清洗刷辊及烘干加热也联机工作。同时收卷台纠偏伺服电机根据纠偏探头进行带材纠偏,为了保证系统安全,必须对开卷电机和收卷电机进行限速,以防止飞车。以下为现场调试时的图片(由于客户现场不便拍照便只拍摄了下述几张),由图片可以看出,带材收卷张力恒定并且边缘整齐。
PLC采用GX-WORKS2 软件在计算机上进行编程,下面为编程图,具体程序略: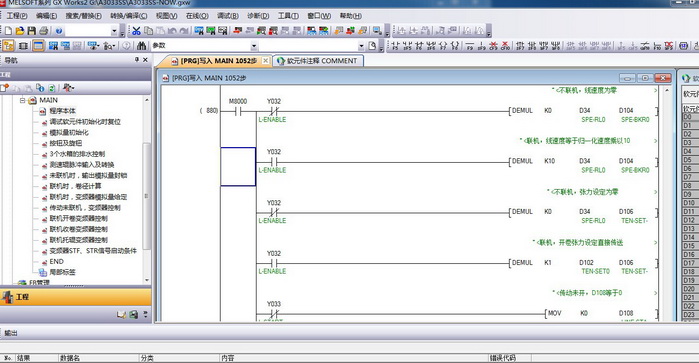
PLC程序设计部分梯形图
5、系统优点
该系统取代了原有的直流调速收放卷系统,凭着三菱A840的优异性能及FX系列PLC出色的控制性能,为客户省下了电机成本及后续的维护经费。
6、总结
三菱电机PLC及变频器在金属带材收放卷系统的控制方面表现非常良好,由上图可以看出系统获得了很好的运行,说明完全可以取代行业内一直采用的直流调速方案,具有很好的价格优势和维护优势。
|
|
| 文章内容仅供参考
(投稿)
(5/26/2016) |
|
| 三菱电机自动化(中国)有限公司 联系方式:
|
| 网址: |
http://www.meas.cn/
|
电话:86 -21 -23223030 |
| 地址: |
中国·上海·上海市虹桥路1386号 |
|
|
|
对 PLC 有何见解?请到 PLC论坛 畅所欲言吧!
|
