美国中西部印第安纳州的一个机械加工厂通过使用肯纳金属公司生产的 Beyond Evolution 切槽及切断刀具产品,将刀具成本降至一半,刀具寿命延长三倍
自一位天才机床工程师首次将一个管型金属材料安装在机动车床上之后,机械师们一直在寻找更好的材料切断方式。从手工磨削刀齿到高速钢刀板,再到可转位硬质合金刀片,切断刀具技术多年来一直在改善,提高了金属切削效率,同时也降低了运营成本。在刀具技术发展过程中,近年来研发的多用途切断刀具可以更换刀齿,做为切槽、车削、以及仿形加工刀具,制造商因此可以简化刀具设置过程,缩短加工周期,同时减少刀具库存量。
追求简洁
EMC Precision 是一个从事高精度加工的家族企业,总部位于俄亥俄州的伊利里亚。自 1925 年起,EMC 为多个行业提供原型零件、生产加工及增值服务,包括流体管理、液压油及能源、汽车、娱乐设施、以及其他原始设备制造商。Ian Dotson 是位于印第安纳州 EMC Sheridan 工厂的制造工程师,他在给当地的肯纳金属经销商 CCA 公司打电话说,他对现有切断刀具的刀具寿命和性能非常满意,只是想要降低刀具成本。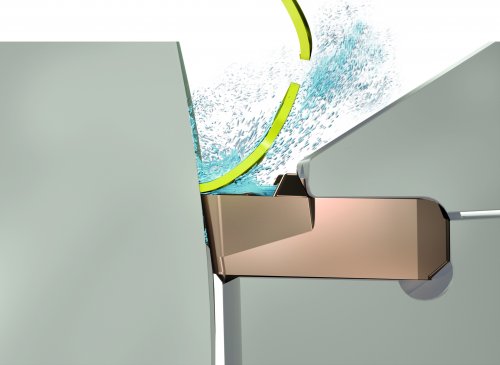
断屑槽效果:Beyond Evolution™ 切槽及切断刀具可将切削液直接输送至切削区域,同时还采用多种专业应用断屑槽设计,因此具有极佳的切屑控制性能,同时还可显著延长刀具寿命。
销售人员向他介绍了肯纳金属的 Beyond Evolution™产品,这是一款单面切槽及切断刀具系统,具有多向车削,内冷,专利切屑控制性能,并采用 V 型安装座。Dotson 坦言说,他并不太在意更多花哨的功能,只要能达到目前刀具所具备的功能,并能为公司节省开支就可以了。他对结果很满意。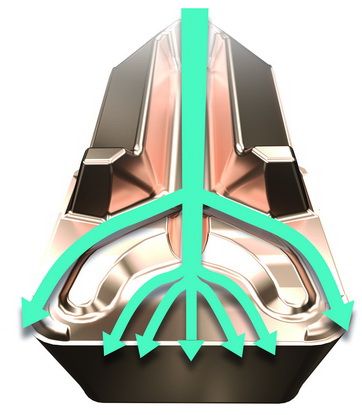
风扇效应
特别为 Beyond Evolution™ 刀具系统设计的冷却剂通道可分离冷却剂并将其输送至最需要的部位,到达切屑和工作区域。
“我们使用一只 0.018 英寸(3 毫米)的 PVD 涂层刀片对直径为 0.75 英寸(19 毫米)的 4140 钢质液压作动器进行切断加工,”他说到。“我们将原有刀具换为肯纳金属 Beyond Evolution 切断刀具,并保持相同的进给率和切削速度参数。在几次运转之后,我们发现刀具寿命基本一样,所以从性能角度而言两者没有差别,至少在这批加工任务中是这样的。但 Beyond Evolution 刀片的价格低了许多,大约是我们原有刀具成本的 40%。这款刀具为我们带来很明显的竞争优势。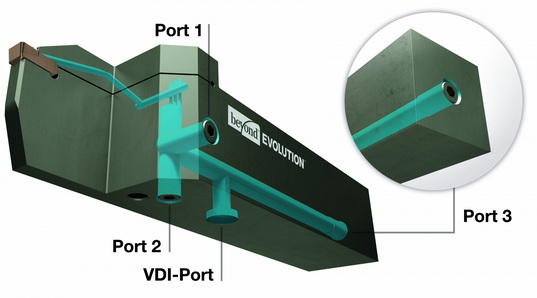
多个接口,多种选择
没有配套的接头或软管?对于 Beyond Evolution™ 刀柄而言,这不是一个问题,其接口设计可用于 KM、VDI,几乎可用于所有机床接口装置,压力可达 350 bar (5076 psi)。
寿命延长三倍
另外一个优势在 EMC Daewoo Lynx CNC 车床上得到体现,Dotson 使用这台车床加工 1-1/4 英寸(32 毫米)的 8620 钢传动齿轮轴。使用刀片为 0.236 英寸(6 毫米)宽度刀具,在工件左侧背车出一个轴颈,然后再进行切断。在这个应用中,刀片成本仍是一个关注点,但 Dotson 的主要目标是延长刀具寿命。
“Daewoo 没有配备高压切削液,标准泵不能为我们产生足够的压力,因此不能在我们原有的切断刀具系统上应用内冷润滑方式,”他解释到。“因此,我们只能使用外冷润滑方式,但总会出现一些切屑控制不良的问题 - 切屑会自动回卷并阻碍了切削刃部位的冷却剂供应。”
这是许多加工厂常见的现象
即使在没有高压冷却支持的情况下,Beyond Evolution™ 的使用寿命可达到 EMC 原有切断刀具的三倍。
尽管切削情况不是那么完美,但 Beyond Evolution 的表现超出预期。“我们取得了非常好的结果,”Dotson 说到。“我们这次将切削速度略微提高了一点,从350 sfm 到 400 sfm,进给率则猛增了约 30%。尽管如此,刀具寿命延长了三倍,每个刀片可加工 2600 个工件。我相信,我们可以更进一步提高进给率和切削速度,特别是我们改为内冷型刀具的情况下,但目前还没有这个需求。在这次应用中还提供了另外一台机床,这台机床的运转速度已经达到了它的最佳状态。对我们而言,通过换刀可以加工更多工件非常重要,这正是 Beyond Evolution 所实现的结果。这是一款性能卓越,同时价格极具竞争优势的产品。”
制造工程师 Ian Dotson 正在关注肯纳金属 Beyond Evolution™ 切槽及切断刀具的工作进展情况
肯纳金属公司作为全球工业技术的领导者,在过去超过七十五年的时间里一直奋战在先进材料的创新前沿,我们通过应用最先进的材料科学、刀具和高耐磨解决方案,来帮助客户提高生产率。我们的客户遍及航空工业、筑路与采矿、能源、通用机械加工和交通等领域,肯纳金属能帮助他们实现高效的精密制造。我们在全球60多个国家有近12000名员工,他们每一天都在倾尽全力让我们的客户保持竞争优势。肯纳金属在2015财政年的营收超过26亿美金。更多信息请浏览www.kennametal.com(end)
|
