|
变频器 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
七喜HD700变频器在造纸行业的应用 |
|
|
作者:广州七喜智能设备有限公司 |
|
一、概述
造纸行业是我国的基础产业之一,目前我国纸浆造纸企业数目大、分布广,在整个国民经济中占有重要的地位。
造纸工业主要包括原料加工、制浆、造纸、制成卷筒或平张成品,以及加工成纸张和纸板等工序。
原料加工:造纸原料在蒸煮或磨浆前,按蒸煮或磨浆工艺要求进行预处理和加工。
制浆:将植物原料分离成纤维的过程。
图1 造纸生产线
二、造纸机械设备
造纸机主要指使纸浆形成纸幅的分部联动的全套设备,基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。其工艺流程为:流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。其工艺流程图如下:
图2 造纸工艺流程图
造纸工艺是一个连续生产过程,因此生产线的连续和有序控制成为造纸工艺的关键。以前造纸领域一般使用直流调速(适用于大中纸机)和滑差电动机(适用于中小纸机)控制,近年来,大量变频器进入造纸行业,并已取得良好的技术和市场效果。
三、造纸机上的七喜HD700变频器
普通造纸系统以速度控制为基础,各分部联合控制多台电机。广州七喜智能设备生产的HD700变频器以其控制性能优异、维护成本低、适应恶劣环境能力强等特点,广泛应用于造纸行业。广西某造纸厂应用的系统中,控制部分主要由PLC和七喜HD700变频器组成,PLC通过通讯方式控制变频器,从而对电机变频调速,达到传动的协调控制。系统拓扑图如图3:
图3 造纸机械控制系统
由纸浆到成纸,需经过压力喷浆上浆、压榨、干燥、压光和卷绕等多个分部。造纸机上的纸受到牵引力的作用,在网部和压榨部产生纵向伸长,在干燥部纵向继续伸长。当纸含水量降低后,纵向伸长变形减少。在进入压光机和卷纸机时,纸再度牵引而伸长。因此在整个纸张生产线中,各分部的速度不同可以保持纸幅张力。一般后一级张力要略大于前一级,这要求高精度、稳定可靠地成比例协调控制各分部间线速度,否则会纸幅松弛或过度绷紧而断纸。各分部速度还要独立控制,有微升、微降及绷紧等调节功能,以调节前后两分部间的速差。同时,这种速度比例协调关系应在改变车速或重新开机后继续保持,不需重新调节。另外,造纸机无须频繁起动,工艺要求的变速范围不大,但存在传动惯量较大的分部,如烘缸等,需要平稳起动,避免引起机械冲击、磨损,所以稳速是造纸机控制的最主要目标。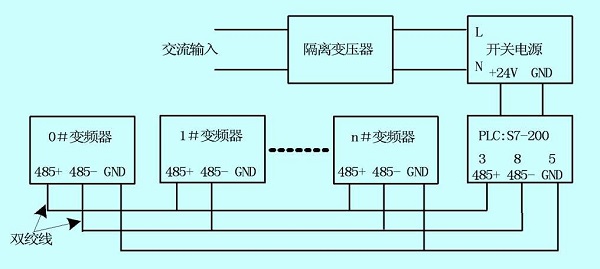
图4:电气控制示意图
在造纸传动控制中,多个传动点带动一块网部或多个传动对象相互施压合成一定力矩并同步运转,采用负荷分配控制,各关联传动电机根据各自的负荷按比例合理承担功率输出。负荷分配调节不好,将会造成整个负荷环路各传动点负载失衡,线速不同步,无法正常运行。
七喜HD700高性能通用型变频器具有良好的矢量控制特性和丰富的控制功能,强大的可编程逻辑模块让用户可以灵活应用,满足复杂工艺的控制要求。支持Modbus、Profibus DP等通讯,较高的频率给定分辨率和输出频率精度,足以满足连续、高效生产应用的需求。本例中的造纸机主要生产包装用纸,网部的复压下辊作为主传动,真空压榨为从传动。主传动采用基本的速度控制方式,从传动采用负荷分配控制。系统采用Modbus通讯协议结合PLC程序来完成速度链的控制,实现给定的数字化控制,避免了模拟控制速度链给定环节的信号漂移。各分部的七喜HD700变频器采用开环矢量控制方式或V/F 控制模式,实现压榨部负荷链的负荷分配。在从机控制中,运用七喜HD700变频器内部PID修正频率主给定,以主传动的转矩输出作为从机PID给定值,从传动的转矩输出经低通滤波后作为PID反馈值,调节PID给定量和反馈量的增益,保证了控制精度,提高了系统稳定性。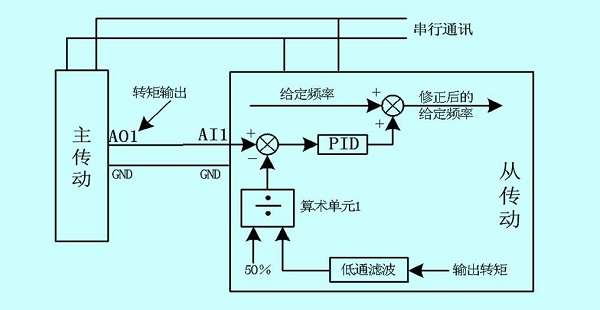
图5 负荷分配控制示意图
二、HD700变频器在造纸机械上的特点
广州七喜智能的变频器产品线有HD700、HD800、HD710、HD71等多个系列,现造纸机械上正使用的HD700变频器具有低频力矩大、动态响应速度快、精度高、噪音低等优点。该产品使用双CPU控制,控制更加精准,先进的矢量控制算法,使低频输出力矩进一步提高。在纸机控制中具有以下特点:
(1)输出频率0.01 Hz~2000.0Hz,可设定的V/F曲线与自定义曲线;
(2)超低噪音,载波频率可以在1K~15K可调整;
(3)完善的保护功能,系统稳定、可靠性高;内置EMC滤波器;
(4)5.5KW及以上功率标配直流电抗器,减小电流脉动值,改善输入功率因数。
(5)全系列产品通过美国UL认证,产品稳定可靠。
(6)IGBT节温模型设计及独特的结构设计,更好适应高温高湿环境。
(7)具有高级功能模块,可自由编程,满足客户特殊需求。
三、总结
传统造纸机械的弊端:
(1)造纸机使用电机功率较大,工频直接启动对电网、设备冲击大、耗电量大;
(2)大电流冲击造成设备老化快,电机故障率高,维护费用高;
(3)旧式造纸设备是靠滑差电机变速,速度精度低,误差大,对产品的质量影响大;
(4)磨浆工艺中电机不能调速使磨浆的精度不够,粗细不均;
(5)流量控制是靠手工来调整,影响制浆流量的稳定,从而导致最后出来的产品的均匀度收到影响;
(6)烘干设备的压力也是靠人工调整控制,烘干效果受到影响,使得产品的韧性不均匀;
(7)收卷电机是靠滑差电机调速来完成,调速精度低,误差大,造成纸巾拉力不恒定;
(8)出来的纸巾韧性和均匀度降低,严重影响产品的质量。调速不当还会造成纸巾被拉断的现象。
使用变频器后造纸机械的优势:
(1)电机以软启动方式启动,减少对电网和设备的冲击,有效保护设备和电网;
(2)变频器的过压、过流、欠压、过热等多种保护使电机和设备故障率低,维护成本降低;
(3)变频调速系统提高电机调速精度,速度平滑稳定,大大提高产品的质量;
(4)变频调速可以随意调整磨浆泵的速度,大大改善了制浆的均匀度,从而提高制浆环节的质量和效率;
(5)通过变频系统来自动控制纸浆的流量和烘干系统的压力,从而提高了产品的质量;
(6)七喜HD700变频器可以输出的模拟信号、流量控制器信号、烘干系统的气压信号,三个信号一起输入到控制系统,控制系统根据主机的速度来自动调节制浆的流量和烘干系统的烘干压力,从而减少操作环节,使操作简单方便,实用性强;
(7)输入电压范围宽,更适用于远离电网、电压波动范围大的场合;
(8)运行转速稳态精度高,速度波动范围小,保证产品的质量;
(9)低频转矩大,转矩响应快。 (end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/13/2016) |
对 变频器 有何见解?请到 变频器论坛 畅所欲言吧!
|