焊接设备/切割机 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
金属切削机床 --------------------
-加工中心/FMS
-车床/数控车床
-数控机床/铣床
-齿轮加工机床/刨床
-磨床/珩磨设备
-镗床/钻床
-电火花EDM/线切
-机床附件/其它机床
--------------------
-锻压/冲压/轧制设
-铸造机械/压铸设备
-焊接设备/切割机
-其它金属加工设备
查看本类全部文章
大型材料的激光焊接
newmaker
“钣金”这个词让你想起什么?大多数人可能会回答“烤盘”或“挡板”之类。那是因为他们不了解伏能士国际大功率焊接 主管 Herbert Staufer 在通快澳大利亚公司位于 Pasching 的生产车间从事的工作。那里的钢板长达4米,厚200毫米,放在地上有脚踝那么高。伏能士成为复合焊机的领先供应商之一,Staufer对这种材料了如指掌也就不足为奇了。
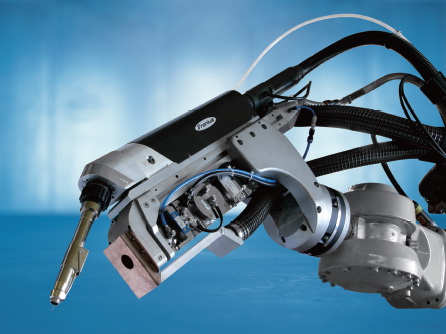
激光 器就靠在墙上,相比之下显得颇为小巧。
机器人 搭配的自动解决方案。“但方案B需要预热装置和后续的消除应力热处理。”Reiter说道,因此没人想使用方案B。但是方案 A 存在一个巨大的问题,正如Staufer所说:“我们已经交付了一百多个激光复合焊头,但是之前加工过的最厚的板材也只有10毫米。”
两年前,Reiter和Staufer在伏能士的研发实验室花费了大量时间,一系列显微照片显示,焊件剖口出现了很多细小的裂纹和瑕疵,导致焊缝不可用。他们也曾信心满满,Staufer回忆道:“8千瓦的激光功率能够轻松将材料穿透12毫米,但对于小孔我们完全无法控制。”这种裂纹说明问题在于预热。“使用激光预热时,我们能够充分控制参数,但是不管怎么调整温度,裂纹都没有一点变化。”
文章内容仅供参考
(投稿 )
(4/1/2016)
焊接设备/切割机论坛 畅所欲言吧!