优化无铅黄铜零件外形轮廓的加工过程其实并不难,这是亚琛工业大学(RWTH Aachen)协助Leistritz公司在工艺试验后得出的结论。
欧盟饮用水标准规定要减少供水系统中闸阀、龙头等部件铜合金材料中的含铅量,这样做不仅有利于人类身体健康,同时对于环境保护也是大有裨益。这主要是由于在切削铜合金材料时,为了获得较好的切削性能,往往需要添加铅成分,而铅在水中很容易浸出,长期饮用含有铅的自来水,会给人类健康带来不良的影响。因此,在生产与饮用水接触的零件时,使用禁止含铅的黄铜材料成为未来的发展趋势。
图1. 起初的担忧是多余的,无铅黄铜的切削加工是非常经济的。而实现经济性加工的前提是贴近实际的切削试验,同时保持与刀具生产商、用户之间进行友好合作。
那么,如何提高无铅黄铜的切削加工性能就成为了刀具生产企业所面临的新挑战。2003年夏季,亚琛工业大学(RWTH Aachen)WZL研究中心针对该挑战做了一系列实验,得出了许多重要的结论。此外,刀具生产商Leistritz生产技术有限责任公司(以下称“Leistritz公司”)与用户展开合作,在今年年初对一个无铅黄铜零件的加工工艺进行了优化,从而能够在加工CW614N和CW617材料零件的规定工时内完成CW511L材料黄铜零件的加工。
图2. 无铅黄铜CW511L(布氏硬度HB 96)第一次切削试验得到了非常理想的结果,但零件的内外表面还有明显可见的振纹
五步完成CuZn38As合金的加工
测试零件最初的材料是无铅黄铜CW511L,试验硬度为布氏硬度HB 96。一般情况下,CuZn38As合金的硬度在HB 90-HB 135之间浮动。所有的切削试验都是在主轴直径51mm的六轴数控车床上完成的。该设备钻孔用高压冷却液的压力为60巴,进给量和主轴转速都可以灵活的调整匹配。
整个切削加工共分为五个工步(见图3)。第一工步的外形加工使用的是带涂层的成型车刀,前角3°,后角6°和副后角3°;第二工步孔加工时使用的是直径11mm带涂层材料的钻头,钻头表面抛光、内部冷却,没有断屑器(前角0°,后角8°);第三工步中使用的是整体可换的硬质合金钻头,同样是带涂层,没有断屑器,抛光表面(前角3°,后角5°);第四步使用的是成型刀具,前角0°,后角12°副后角3°;最后一个工步使用的是有涂层的成型刀具,具备较短的断屑槽,前角12°,后角8°。第一次试验时数控车的转速为每分钟1,900转,第一、二、四、和五工步的进给量 f=0.1mm,片式钻头的进给量为f=0.15mm。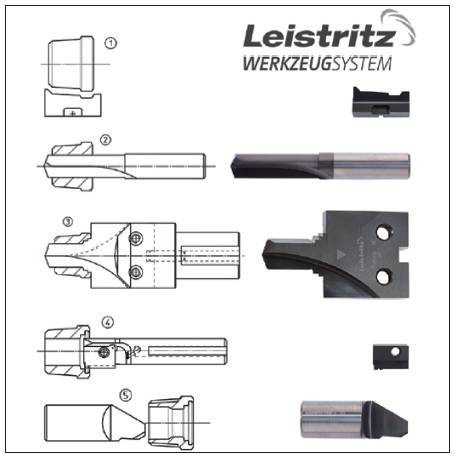
图3. 使用的刀具和加工工序
理想的试验结果
试验的结果是非常理想的。试验中的生产节拍达到了11.5秒/件,但零件的内、外表面有振纹,切削时的噪音不大。表面切削时的切屑呈连续的螺旋形薄片碎屑(见图4),整体可换片式钻头、成型刀具和整体硬质合金刀具的孔加工得到的是较长的扁平螺旋状切屑,同样对成品零件的运送也有一定的干扰。另外,成型车刀加工时也有一些振纹。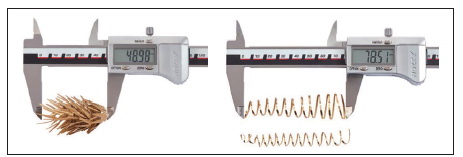
图4. 在黄铜零件外表面切削加工中形成的切屑是连续的螺旋形薄片碎屑(左);整体可换片式钻头、成型刀具和整体硬质合金刀具孔加工得到的是较长的扁平螺旋状切屑(右)。
下面描述的优化是在几个工步中完成的。其中最重要的一项优化措施就是外表面加工成型刀具前角的优化:将3°的前角提高到8°。利用这一正前角,在主轴转速2,500转/分时得到了最佳的加工结果。同时也把进给量从每转0.1mm提高到了0.25mm;既缩短了机动工时也得到了理想的切屑。
11mm的内冷钻头也能在这样的切屑速度下完成钻孔;而且钻孔时的进给量也从每转0.1mm提高到了每转0.15mm。
图5. 工艺过程优化后加工的测试件。其生产节拍也从11.5s 缩短到7.8s。
通过将成型刀具的前角提高到8°也很好的解决了加工时产生振纹的问题。主轴转速也提高到了2,500转/分,进给量也从0.1mm提高到了0.2mm。最终,有着较短断屑槽的成型车刀也使用了这一主轴转速,进给量也提高到了0.2mm。
亚琛工业大学验证了试验结果。无铅黄铜在进给量0.1mm时可以得到很好的切屑,但不会断屑。进一步提高进给量,可以在上述的零件使用环境中得到很好的外观质量。但当进一步提高转速时出现的加工效果却不好。此外还可以证明:切削加工机床对这种难切削的材料有着明显的影响。将六主轴CNC数控车床的切削加工参数移植到四主轴的加工机床后得到的结果非常理想,然而移植到两个主轴的机床上后就会在装夹后波动,出现振纹。
采取上述优化措施之后生产节拍也缩短到了7.8秒,优化后的机动时间只有6.5秒。在这些有效措施和(刀具)涂层技术的帮助下,刀具在使用四小时之后仍然没有出现可见的磨损现象。最终优化的结果是这一零件的生产节拍可以与CW 614N材料相媲美。
刀具几何参数与切削用量的匹配
实践业已证明:无铅黄铜CW511L在切削加工中的切削性能明显降低,但不管怎么说都离不开一台坚固稳定的加工机床。仅仅利用切削用量是很难控制切屑形成的。影响切屑的另一个关键因素是刀具的几何参数。但较宽的和螺旋状切屑增加了自动化过程中排屑的难度。
要实现无铅黄铜零件加工工艺过程的优化需要将刀具几何参数与切削参数相结合,尤其是正前角对良好的加工效果有着非常重要的作用。为了控制好切削力、把刀具磨损降低到最低程度,孔加工刀具应使用高压油进行冷却,同时建议使用有涂层的高品质孔加工刀具。
通常来讲,无铅黄铜是各不相同的,尤其是它们的硬度差别较大。这就要根据被加工的具体零件和不同的黄铜材料来优化其加工工艺。Leistritz公司对这样的工艺优化提供技术支持服务,与客户和工具研究机构进行密切的合作。(end)
|