紧固件/键/销 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
-紧固件/键/销
-密封件
-链条/链轮
-皮带/带轮
-垫圈/垫片/密封圈
-导轨/丝杠
-弹簧
-滚动轴承
-滑动轴承
-手柄/手轮/其它标
查看本类全部文章
铆钉成形技术研究及性能评价
作者:沈阳飞机工业集团 赵建国 郭洪杰 董帅 来源:航空制造技术
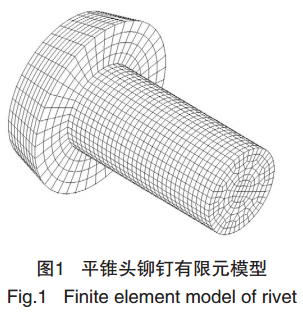
摘要:针对电磁铆接和普通铆接镦头变形差异,建立铆钉成形过程的数学模型,并通过试验验证了有限元模型的合理性,得出了不同铆接工艺铆钉的变形规律;设计了铆钉拉脱试验方法,验证了电磁铆接在成形质量和轴向抗拉强度方面均高于普通铆接,得出了电磁铆接工艺性能优于普通铆接的结论。
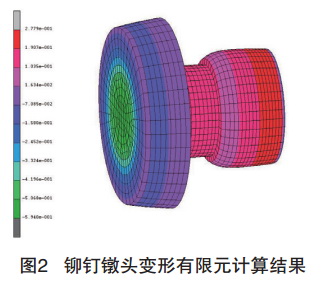
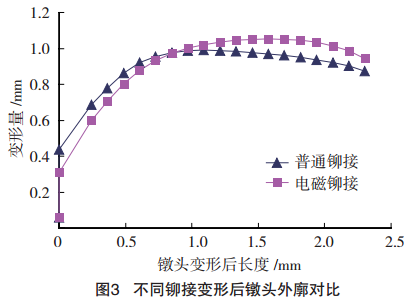
为节约计算时间,除铆钉外,上、下铆模,铆接夹层等实体均按实际条件简化为刚体。铆接过程铆钉受力状态随着钉体变形而发生变化,很难进行理论描述,故本文采用刚体接触分析进行计算,同时由于铆接力测定难度较大,本文采用位移加载方式模拟实际铆接过程,位移加于上、下铆模。为限制有限元数学模型的刚体位移,采用弹簧 约束,弹性系数足够小,以不影响计算精度为宜,本文取 1N/mm。接触判定中接触容限为最小单元边长的 5%,偏移因子为 97%。由于库伦摩擦模型出现阶跃,数值计算导致奇异解,本文对阶跃部分进行线性改进,摩擦系数取 0.08。经有限元计算,铆钉变形云图如图 2 所示,考虑不同强化程度的影响,铆钉变形后镦头外廓如图 3 所示,原点位于靠近铆接夹层一侧。
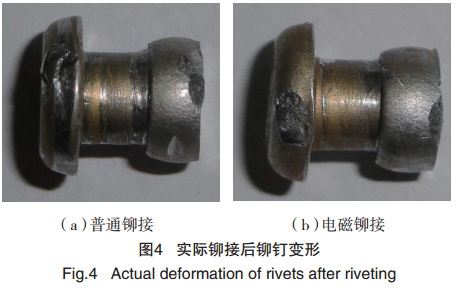
为验证上述计算的合理性,对两种铆接形式分别进行铆接试验。电磁铆接设备为 EI 公司的 HH54 型电磁铆抢,采用对铆,普通铆接为风动铆抢,采用正铆。铆接后,铆钉变形如图 4 所示,铆钉有部分破损,这是在拆钉过程中造成的,但不影响镦头的外观。距离原点每间隔0.5mm 采用游标卡尺测量,两种不同铆接方式镦头直径对比如表 1 所示,可见有限元计算值与实际吻合。由上可知有限元计算铆钉变形规律与试验一致,从而验证了有限元模型的合理性。
经有限元计算,两种不同铆接方式铆钉钉杆直径变化如图 5 所示。由图 5 可见,电磁铆接后钉杆变形差别较小,与被铆接件干涉量均匀,这对提高飞机机体疲劳寿命有利。
2 铆接性能验证
在相同条件下,电磁铆接和普通铆接各进行 5 次试验,取最大拉脱应力对比,如图 8 所示。可见,电磁铆接的拉脱强度显著优于普通铆接,所以电磁铆接工艺中铆钉的轴向承载能力优于普通铆接。
综上所述,电磁铆接工艺干涉量均匀,而且轴向承载能力优于普通铆接,有利于提高铆接连接强度,完全满足飞机铆接工艺要求。
文章内容仅供参考
(投稿 )
(如果您是本文作者,请点击此处 )
(12/17/2015)
紧固件/键/销论坛 畅所欲言吧!