|
车刀/镗刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
刀具人必掌握的高硬度材料加工及切削参数优选法则! |
|
|
作者:徐州中材装备 |
|
徐州中材装备重型机械有限公司利用优选法对刀具、刀具几何参数和切削三要素进行优选,解决了加工高硬度材料工件的一个个难题,满足了工件的设计要求,提高了产品质量和生产效率,降低了生产成本及职工劳动强度。
我公司是中材装备集团旗下的水泥装备生产企业,高硬度耐磨损材料如耐热铸钢、合金钢,耐磨堆焊层等在新型干法水泥生产设备中广泛应用,材料硬度范围为40~65 HRC。要求加工制造的工件主要有辊压机辊轴,立磨辊套、喇叭套、密封套筒,四代蓖冷机推料板、盲板等合金材料工件,工件切削时切削力大,切削温度高,刀具磨损快,还经常出现打刀现象。一刀车不到头就要修磨或更换刀片,磨刀、换刀次数多,辅助时间长,精度差,效率低,消耗大,很难加工。我们利用优选法对刀具、刀具几何参数和切削三要素进行优选,解决了加工高硬度材料工件的一个个难题,满足了工件的设计要求,提高了产品质量和生产效率,降低了生产成本及职工劳动强度。
1.优选法简介
(1)优选法定义
在金属切削加工过程中,经常遇到这样的问题,如何选择合理的刀具、操作工艺和制作过程,使产品质量好,效率高,生产成本低等等,所有这些都是优选的问题。优选法就是根据生产中的不同问题利用数学原理,合理安排试验点,减少试验次数,以求迅速而准确地找到最佳试验点的一种科学方法。它是广泛开展技术革新中一种行之有效的措施。
(2)优选法选用
高硬度耐磨材料加工过程中,应用优选法选择刀具的几何角度和切削参数,只需做十几次试验就可以达到良好的效果。优选法分为单因素方法和多因素方法两类。单因素方法有平分法、0.618法(黄金分割法)、分数法等;多因素方法有交替法(等高线法)、瞎子爬山法、试验设计法等。我们经常应用的优选法主要有0.618法、分数法及瞎子爬山法。
0.618法(黄金分割法),0.618法确定第一个试验点是在试验范围的0.618处。这点的数值可由公式一算出,公式一:(大-小)×0.618+小。再在第一点的对称点处找第二点,第二点的数值可用公式二算出,公式二:大+小-中(中不是中间,是上一次试验点)。此后试验点的数值都按公式二计算,把两次试验的结果进行比较,如果第一点比较好,则去掉第二点(坏点)以下的部分,如果第二点比较好,则去掉第一点(坏点)以上的部分。在留下的部分找出第二点的对称点即第三点做试验,按同样方法进行比较和取舍,留下好点,去掉“坏点”以外部分。就这样,试验比较,再试验再比较,一次比一次更接近合适的数值。应用此法,每次可以去掉试验范围的0.382,因此,可以以少量的试验次数,迅速找到最佳点。
分数法(0.618数),优选机床主轴转速和走刀量,一般用分数法进行优化比较方便。根据平日的加工经验,可把优选范围固定在从某挡到某挡之间。在这个范围内,如果共分5个、8个、13个、21个……区间(两个挡之间算一个区间),那么就可以按照分数3/5,5/8,8/13,13/21……的方法去找试验点,这些分数构成规律:后一个分数的分母等于前一分数的分子和分母相加,而分子就是前一个分数的分母。
瞎子爬山法:瞎子在山上某点,想要爬到山顶,怎么办?从立足处用明杖向前一试,觉得高些,就向前一步,如果前面不高,再向左一试,高就向左走一步,不高再向右一试,高就向右走一步……。这样一步一步地走,如果四面都不高,说明到了山顶。在切削过程中,为了提高工作效率,常常对机床的转速、走刀量、吃刀深度进行调整,直到合适为止。这种调整实际上应用了瞎子爬山法,它一般应用于小幅度的调整。
2.刀具及刀具几何参数
解决高硬度材料切削加工的关键之一是选择最佳刀具,随着技术的进步,供应厂家在开发车削刀具方面有了新的进展。目前,新型硬质合金、涂层刀具、陶瓷刀具、聚晶氮化硼(CBN)以及聚晶金刚石(PCD)材料的刀具在加工硬度高的材料方面都得到了应用。
(1)刀具优选
刀具的选择是切削的重要基础,怎样才能选择出最佳刀具,从而以最经济的方式将硬度高的材料加工成最终的产品,每种刀具都选择试用不但不可能也没有必要,我们根据厂商推荐及平时使用比较好的刀具进行优选试验,先从硬质合金刀具开始,逐步试用理度较高且较贵的新型刀具,主要试用了YG8、YS8 、YT726、FBN3500(富耐克超硬刀具)等几种型号的刀具,部分刀具如图1所示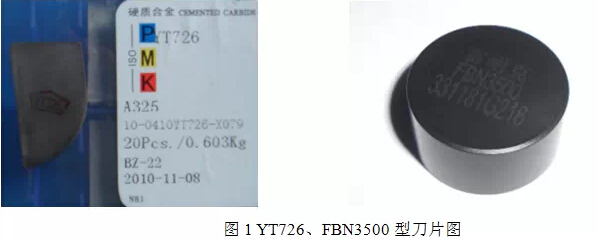
通过反复试验,我们最终选用了YS8和YT726两种型号的焊接合金刀具,YS8刀具,硬度≥92.5HRC,适用于铁基高温合金,高强度钢、冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的车削。YT726刀具,硬度≥93HRC,红硬性高,耐磨性好,适于冷硬铸铁、淬火钢的车削。试验表明YS8刀具在粗加工时,效果较好。YT726刀具在精加工时,效果较好。这两种刀具不管是耐磨性,韧性还是经济性,使用效果还是相当满意的。
(2)刀具几何参数优选
切削加工过程中,车刀的角度需要进行优选,在加工高硬度材料合金件方面,优选后效果比较突出的刀具几何参数主要有前角、主偏角、刃倾角等。
前角:前角是刀具切削部分主要角度之一,刀具是否锋利,主要取决于前角的大小。向增大方向优选前角,可以减少切屑变形,降低切削力,切削时轻快。但前角过大,又会使刀尖变得薄弱,刀具的耐用度受到影响。相反,如果前角过小,又会增加切屑变形,切削费力。一般情况下,工件材料较硬时,应选取较小前角。
主偏角:主偏角是刀具上很重要的角度之一,对刀具的耐用度影响很大。在固定切削用量的情况下,如果减小主偏角,可以使切屑变薄,增加刀刃的散热长度,同时增大刀前角,提高了刀具的耐用度。过于减小主偏角,又相应使径向力显著增大,引起加工零件振动,产生波纹,甚至造成废品,还会使刀具崩坏,损坏机器。
刃倾角:刃倾角的主要作用是控制切屑流出方向。当刃倾角为正值时,切屑流向零件已加工表面;当刃倾角为零时,切屑流向刀具的前刀面,当刃倾角为负值时,可使切屑流向零件待加工表面。切屑流向直接影响到刀尖的受冲击情况。当向增大方向优选刃倾角时(一般优选后的刃倾角为正值);可使刀尖不先受冲击。但是刃倾角过大,径向力增大,会引起振动造成打刀。相反,刃倾角为负值时,刀尖受冲击。
(3)刀具切削用量优选
车刀角度的几何参数优选后,在高硬度材料合金件加工过程中,还需要进一步优选切削用量。切削用量用来表示切削时各运动参数的数量,它包括切削速度、吃刀深度和走刀量。
一般粗加工时,加工余量较大,因此应向增大方向优选出合适的吃刀深度,以便减少吃刀次数,其次优选走刀量,最后再优选切削速度。精加工时,加工余量较小,为了保证加工零件的精度和粗糙度,应向增大方向优选切削速度,其次优选走刀量,最后优选吃刀深度。断续切削时,由于加工零件表面不规则,加工零件对刀子的冲击力较大,因此,和连续切削相比,切削用量要向减小的方向优选。由于加工零件的材料和选用刀具的材料不同,以及所用机床的刚性也不同,因此应根据具体情况合理的优选切削用量。高硬度材料切削加工过程中,根据经验,普通立车机床刀具的几何参数和切削用量优选后的数值如附表所示。从表中看出,优选后切削速度较低,如在数控机床或专用机床优选,效率要提高若干倍。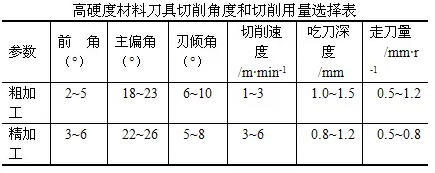
3 .加工实例
(1)立磨密封套筒加工要求
密封套筒加工要求如图2所示:材料:高铬铸铁;重量为122kg;硬度为63~65 HRC,如图3所示,该处测量点的硬度为64.7 HRC,工件毛坯为半圆型结构,两件把合成整圆车加工,需要钻加工4-φ22 mm把合孔,18-φ18 mm端面孔,车加工外园平面等工序。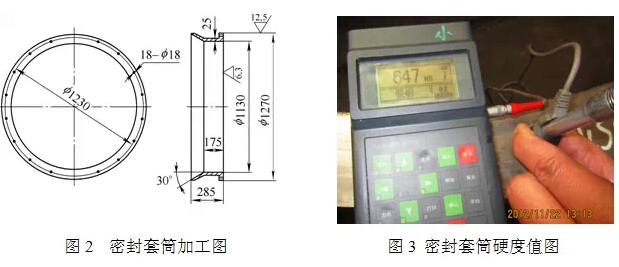
加工工艺流程为:先在镗床进行钻把合孔工序,再上立车进行车加工工序,最后在钻床钻端面孔工序。整个工艺流程中,最难加工及周期最长的工序为车加工工序,本文重点介绍该过程的刀具几何参数及切削用量的优选过程。
(2)车加工工序的机床设备
密封套筒车加工工序的机床设备为C5225型双柱立式车床,如图4所示,机床上工件为密封套筒粗加工时的状态。该机床设备的主要参数为:工作台直径:2 250mm、变速级数:16级、变速范围:2~63转/分;工件最大切削直径;2 500 mm、最大高度:1 600mm、最大重量:10 000kg;进给量级数;18级、进给范围:0.25~145 mm。
密封套筒在该机床设备主要加工直径为1 270 mm处的外园尺寸及φ1 270 mm和φ1 130 mm之间的端面尺寸。由于该工件为半圆铸造,把合后两半圆哈夫线处错缝,因此粗加工时的加工性质为断续切削。密封套筒车加工工序完工后的状态如图5所示。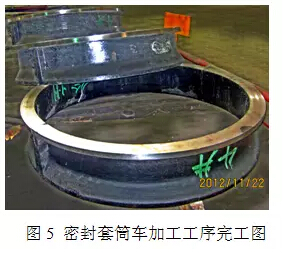
4.优选过程
(1)刀具角度优选
密封套筒工件车加工工序设备为C5225型立式车床,以精加工为例进行参数优选,刀具为焊接刀,刀片选用YT726,刀杆为45号钢,优选前的参数:主轴转速为2r/min,走刀量为0.2~0.3mm/r,吃刀深度为0.4~0.5mm,刀具前角为0°,主偏角为70°,刃倾角为0°。由于高铬铸铁的硬度值范围为63~65HRC,加工材料太硬,产生的切削力大,切削力集中在刀尖上,刀尖易敲坏,因此向减小方向优选主偏角。
首先固定其它因素,用0.618法优选刀具主偏角,在10°~70°范围内向小的方向优选主偏角,见图6(图中“○”表示最终优选点,以下同)。优选过程为: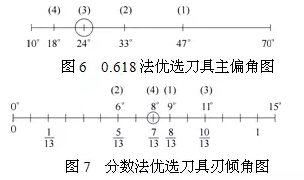
第(1)点:(70°-10°)×0.618+10°=47°(取整数),试验切削不顺,工件加工约20min,“打刀尖”两次,第(2)点:(70°+10°)-47°=33°,试验切削稍顺,工件加工约40min,“打刀尖”1次,经比较,认为第(2)点好,去掉第(1)点47°以上部分,不试验。第(3)点:(47°+10°)-33°=24°,试验切削顺利,工件出现轻微振动现象,加工约90min,磨刀1次。经比较,认为第(3)点比第(2)点好,去掉第(2)点33°以上部分,不试验。第(4)点:(33°+10°)-24°=19°,试验切削效果有些下降,加工时零件振动增大,产生波纹。经比较,认为第(3)点比第(4)点好,因此取主偏角为24°。
主偏角优选后,刀具耐用度有所提高,但由于刀刃与工件接触的宽度较大,加工时出现振动现象,因此,用分数法在0°~15°的范围内优选刀具刃倾角,见图7。优选过程为:
假如分13个区间,第(1)试验点就在8/13处(即9°角度处)做,第(2)试验点在和8/13相对称的地方5/13处(即6°角度处)做,比较第(1)、第(2)试验点,决定取舍。经试验认为第(1)试验点好,就把第(2)试验点以下部分去掉不再试验,然后找第(3)试验点。第(3)试验点在和第(1)试验点相对称的地方10/13处(即11°角度处)做,然后比较第(1)、第(3)试验点,去掉“坏点”,留下好点。
试验点的计算仍可用0.618法的第二个公式计算。经试验比较,第4点好,刃倾角λ=8°。
主偏角、刃倾角优选后,工件加工过程中克服了打刀尖及工件振动现象。但前角太小,车削费劲,因此用分数法在0°~10°小范围内向增大的方向优选前角,见图8,经试验比较,第(2)点好,前角为4°。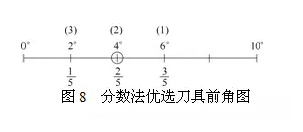
(2)切削用量优选
刀具角度优选后,切削较顺利,消除了打刀和让刀现象,提高了刀具耐用度。为了提高效率,固定刀具角度,用分数法首先优选主轴转速,优选范围:4~12r/min,见图9。经试验比较,第3点好,主轴转速为6 r/min,转换成切削速度是3.81m/min。再固定主轴转速,用瞎子爬山法优选吃刀深度和走刀量。见图10,在原生产点处向爬山一样往上交替优选吃刀深度和走刀量,试验结果在走刀量为0.7mm/r,吃刀深度为1mm时加工效果较好。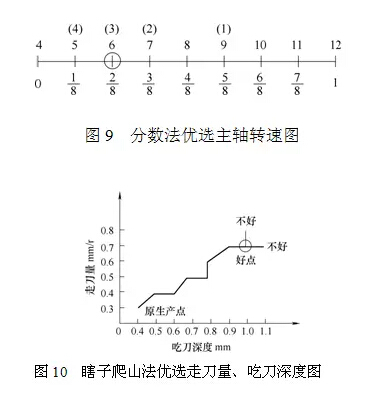
以上参数优选后,刀具的主偏角为24°,刃倾角为8°,前角为4°,刀具的主偏角减小,相应地增大了刀尖角;采用8°刃倾角,使刀具强度提高了,可以大走刀;同时增大前角,可减小机床动力消耗,使切削轻快。刀具的切削参数为:主轴转速为6r/min(即工件切削速度为3.81m/min),走刀量为0.7mm/r,吃刀深度为1mm,切削效率明显提升,优选前加工一件需82h,优选后只需28h,提高工效3倍,刀具耐用度提高4倍。整个加工过程切削顺利,减少了辅助时间,降低了刀具损耗,解决了加工高硬度材料关键问题。
5 .结语
高硬度材料加工是机械加工行业中比较难的一道工序,本文中列出的一些具体数据是我们用普通机床加工具体的高硬度材料工件获得的一些试验结果,参数的选择和应用是在特定的生产条件下取得的,并不能够将它们作为标准使用,仅为读者提供有益的参考及共同商榷。
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/11/2015) |
对 车刀/镗刀 有何见解?请到 车刀/镗刀论坛 畅所欲言吧!
|