|
三维扫描仪 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
基于激光跟踪仪T-Probe的数字化装配检测 |
|
|
作者:陈晓芳 郑伟 来源:航空制造技术 |
|
激光跟踪仪测量系统在飞机装配工装制造和工装检测方面的应用已趋于成熟,但在产品外形测量中应用不是十分广泛。通过对Leica AT901-MR激光跟踪仪测量系统功用及原理分析,重点对T-Probe的使用进行研究,摸索和总结了一套适用于型胎、大型装配件等的测量方法,具有推 广价值,同时为进一步研究飞机数字化装配检测技术打下良好基础。
当前存在的数字化测量系统种类很多,在飞机数字化装配中应用较为广泛的主要有三维激光扫描测量系统、数字照相测量系统、iGPS系统、三坐标测量机和激光跟踪仪测量系统。这5种系统的侧重点各有不同,三维激光扫描技术主要用于检测飞机蒙皮接缝宽度、阶差等问题;数字照相测量系统适合于检测细节尺寸及通过快速图像识别技术进行飞机蒙皮铆接铆钉数目检测等;iGPS系统能建立一个大尺寸的空间坐标系,所有测量任务都可在此坐标系下完成且无需转站,但缺点是测量精度不高;三坐标测量机对型胎外形测量已得到广泛应用,但对测量件的尺寸和是否可移动有严格限制;激光跟踪仪测量系统是当前飞机制造中应用最广泛的一种方法,在装配工装制造和工装检测方面应用已趋于成熟,但在产品外形测量中应用不是十分广泛。
本文基于Leica AT901-MR系列激光跟踪仪进行分析,尤其对T-Probe的6D测量进行深入研究,旨在总结出一套适用于型胎、大型装配件等测量方法。
1、测量仪器及系统组成
本研究采用的仪器是瑞典Leica公司生产的AT901-MR系列激光跟踪仪,分为硬件和软件两个系统。
硬件系统主要包括主机、控制器、用户PC、靶球、温度传感器和六坐标便携式测量系统(T-Probe)等,如图1所示;软件系统包括EmScon系统软件和Metrolog XG测量软件,可在9m半径范围内,360°旋转角、±45°俯仰角对产品进行测量。该测量系统的静态空间长度测量不确定度优于±0.060mm,空间点位置测量重复性小于0.020mm。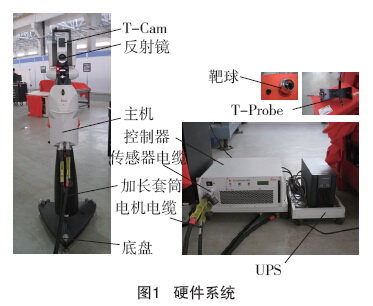
主机:是整个测量系统的核心部件,内含激光干涉仪和绝对测距仪,通过它发出和接收反射回的激光束;
控制器:控制跟踪仪发出指令、接收数据、处理数据、传递数据、为跟踪仪主机供电等;
T-Scan:是一种非接触式高速激光扫描仪;
T-Probe:是一种手持式可移动无线通讯接触式传感器;
电机电缆:主机和控制器间的供电线路;
传感器电缆:主机和控制器间的信号传递线路;
靶球:是被激光跟踪仪跟踪的光学目标,能使入射的激光束平行原路返回跟踪仪,有不同的规格,如6.35mm和19.05mm等;
系统软件EmScon:分为客户端和服务器端,在使用PC上安装的是客户端,其功能是设置修改、现场检查、补偿和跟踪仪服务改动,服务器端位于控制器内部;
测量软件Metrolog XG: Metrolog XG的操作界面如图2所示。
2、测量原理
主机测量出靶球相对于激光跟踪仪的水平方位角、垂直方位角和相对距离,这些信息经传感器电缆传递给控制器,经控制器整理计算后,部分信息回传给主机,使激光束始终锁定移动中的靶球;另一部分信息传输给PC,储存在数据库中。
激光跟踪仪得到的测量数据定义了一个完整的球体坐标系。原点是主机反射镜中心,根据三角函数公式可将球坐标系下的坐标值转换成笛卡尔坐标系下的坐标值,坐标系原点仍在反射镜中心,称作Base或本机坐标系,被固化在硬盘中,不能被执行删除、更名等操作。Base坐标系也是开始一个新工作的起始坐标系,如图3所示。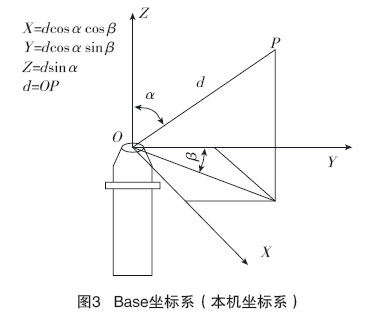
3、型胎测量应用
3.1 常用坐标系建立方法
3.1.1 一面两点法
一面两点法即用一个平面和两个点创建一个坐标系。实际点和理论点可以是:点、圆、球、方、圆环或椭圆元素。为计算坐标系,第一个点和第二个点不能是一个点,也不能在垂直于平面的一条直线上。如图4所示,面1为理论平面,点2和点3为理论点,面4为实际平面,点5和点6为实际点。其原理是调节每一个元素的理论值达到测量值,面将固定2个旋转自由度和一个平移自由度,第一个点固定2个平移自由度,第二个点固定一个旋转自由度。
例:通过一面两点创建坐标系。
参考系→一面两点→在每一个区域选择要构建坐标系的元素。在Plane区域软件自动显示在测量的最后平面上,在Position #1和Position #2区域软件自动显示最后的测量元素。点击“Create”创建,坐标系PSC1会出现在工具栏和特性数据库中。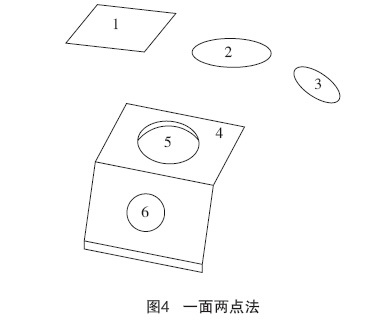
3.1.2 六点法
用六点法建立参考系必须在3D视图上有CAD模型。通过连接CAD模型上的定义点和零件上相似位置的测量点找正零件。
6个点的选择原则是:点1~3选择在1个平面上,限制2个转动自由度和1个平移自由度,点4、5选择另一方向来限制1个转动自由度和1个平移自由度,点6选择第三方向来限制最后1个平移自由度,这3个方向尽量选择在垂直的平面上。
例:通过六点法创建坐标系。
参考系→一面两点→定义6个点→测量6个点。点击“Create”创建,软件提示对齐,点击“Accept”接受对齐,坐标系PSC1会出现在工具栏和特性数据库中。
3.1.3 最佳拟合法
最佳拟合法通过对已存在理论值的点进行测量,将测量值和理论值比较,通过平移、缩放和旋转来找正零件,需要几个必要条件:元素必须是几何点测量的元素;所有点都被认作激光准确性;使用无运动应力。如果有一个条件达不到,最佳拟合法就无法运算。
例:通过最佳拟合法建立坐标系。(1)取消温度补偿功能。CMM→工件温度补偿→取消“Activate compensation”前面的勾选→点击“Accept”。后续可通过测量窗口计数器的颜色来判断温度补偿功能是否被激活,当颜色为蓝色表示当前无补偿,当颜色为红色表示当前有温度补偿。(2)导入并测量基准数据点。文件→输入→选择.txt格式文件→勾选“Geometrical Points”→点击“Import”。要注意的是.txt文件对数据格式有严格要求,用逗号隔开,IJK向量可不写。在特性数据库窗口选择刚导入的数据→从实际值定义→删除实际值→测量。(3)建立坐标系。参考系→最佳拟合→点击“数据选取”进入特性数据库→选择(2)中测量完成的点后点击“Select Feat”→在Modify窗口中将“Direction”选项选择XYZ之后关闭→点击计算图标→勾选“Scale”中两处选项加入温度补偿→重新点击计算图标。点击“Accept”创建,软件提示对齐,点击“Accept”接受对齐,坐标系PSC1会出现在工具栏和特性数据库中。
3.2 外形检测
外形检测原理是将CAD模型和实际测量值作对比,使用T-Probe在6D状态下测量,较靶球检测的优点是:第一,可进行复杂曲面测量,当被测量的曲面部分激光无法照射过来,或者被测量部分被隐藏或凹陷在其他件下方,靶球不能接收激光束无法完成检测,而T-Probe对测量隐藏的孔或腔同样可获得极高的精度;第二,T-Probe具备自动探头补偿;靶球接收激光束后,返回的位置信息是球的球心,在最终判定结论时,需要去掉靶球半径的值,不直观,而T-Probe具备探头补偿功能,返回的位置信息即探头和型胎的接触点位置,不需要对测量结果进行二次转换。例:测量某零件型胎外形。
(1)建立型胎坐标系。详见3.1节常用坐标系建立方法。
(2)输入CAD模型。CAD→打开CAD文件→选择.su3格式文件打开→点击“Ouvrir”。此时,3D视图出现CAD模型,特性数据库出现CAD模型信息。(3)测量型面。将T-Probe开关打开,保证LED灯是亮着的,将T-Probe连接激光束,静置片刻,Metrolog会自动识别并激活它。待听到提示音后,证明T-Probe已激活,在工具栏上会出现相应信息,表示目前处于6D测量状态。点击功能栏至测量模式,选择测量曲面点,曲面点类型选择Surface(曲面点投影到曲面上),搜索距离为5mm。点击T-Probe上的测量按钮,结果会自动显示在结果窗口。特别提示:使用T-Probe时,探头要和测量曲面垂直。
3.3 胎线(零件边缘线)的检测
胎线测量原理同型胎外形测量,通常选取针尖探头。例:测量某零件胎线。(1)建立型胎坐标系。详见3.1节常用坐标系建立方法。(2)输入CAD模型。CAD→打开CAD文件→选择.su3格式文件打开→点击“Ouvrir”。此时,3D视图出现CAD模型,特性数据库出现CAD模型信息。需要说明的是,此处的CAD模型是一条或多条曲线。(3)测量胎线。将T-Probe开关打开,保证LED灯为开启状态。将T-Probe连接激光束,静置片刻,Metrolog会自动识别并激活它。待听到提示音后,证明T-Probe已激活,在工具栏上会出现相应信息,表示目前处于6D测量状态。点击功能栏至测量模式,选择测量曲面点,曲面点类型选择“Curve”(曲面点投影在一个曲线类型的CAD上),搜索距离为5mm。点击T-Probe上的测量按钮,结果会自动显示在结果窗口。
4、大型装配件测量应用
4.1 坐标系建立方法
4.1.1 产品固定在装配工装上的坐标系建立方法
产品装配后如果可重新回到装配工装上,可借用装配工装的基准点来建立坐标系。但这一做法的前提条件是装配工装在设计之初必须保证产品位置不动,即装配工装是基于产品位置进行设计的。此类情况通常可采用最佳拟合法和六点法来建立坐标系。常用坐标系建立方法详见3.1节。
4.1.2 产品不在装配工装上的坐标系建立方法
如果出于某些原因产品无法回到装配工装上,同样可使用六点法来建立坐标系。前期准备工作尤为重要。首先,要在CATIA中抽取产品的关键外形面,建立一个CAD数模,特别提示:最好不要直接使用产品数模;第二,对于大型装配件来说,数模复杂,直接转换时间长,易死机;第三,大型装配件外层是蒙皮等较薄零件时,两层曲面距离较近,后续测量时软件自动选择投影面时易选择错误,造成最终结果偏差;最后,一定要将产品固定,六点法建立的坐标系是基于产品的实际位置与理论点之间的拟合,一旦产品位置改变,坐标系需重新建立。
4.2 产品外形检测
对于大型装配件的外形检测,如果简单地将产品CAD数模调入Metrolog是不容易转换的。通过多年的实际操作经验,总结出了一套方法:联合激光跟踪仪和CATIA可实现在激光跟踪仪有效范围内的任何大型装配件的外形检测。
(1)测量外形。将T-Probe开关打开,保证LED灯在工作状态。将T-Probe连接激光束,静置片刻,Metrolog会自动识别并激活它。待听到提示音后,证明T-Probe已激活,在工具栏上会出现相应信息,表示目前处于6D测量状态,点击功能栏至测量模式,选择测量几何点出现如下窗口。特别提示,在测量前要保证温度补偿已经打开,可通过计数器颜色进行判断。点击T-Probe上测量按钮,点击“Accept”完成所需点的测量。
(2)实测点数据输出。文件→输出→选择输出.txt格式→选择输出路径→勾选“高级”进行输出设置→用“数据选取”来打开特性数据库选取元素;用“删除”来删除要输出的元素;用“上下选取”来移动元素排序→点击“输出”键输出文件。
(3)数据处理。打开输出的.txt文件→仅保留点名称和XYZ坐标值→保存.txt文件。
(4)输入点云。打开CATIA→新建Digitized Shape Editor→点击输入点云→选择刚刚保存过的.txt文件→点击应用→点击确定→结构树上出现点云图标→更改点云属性符号→屏幕上可见点云。
(5)结果分析。启用零件设计→将点云定义成单独的点→结构树上出现单独的点→隐藏点云→导入产品数模→测量分析,如图5所示。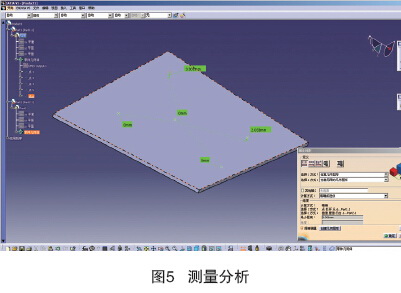
5、结论
通过对Leica公司生产的AT901-MR系列激光跟踪仪测量原理进行分析,总结出了一套检测型胎及大型装配件方法。试验验证表明,该方法行之有效,可在工厂中推广应用。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/8/2015) |
对 三维扫描仪 有何见解?请到 三维扫描仪论坛 畅所欲言吧!
|