|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
钢板火焰切割零件尺寸误差问题探析 |
|
|
作者:平阳重工下料分厂 冯雷 |
|
摘要:本文分析数控下料切割中产生误差的主要原因,针对性的误差产生的原因来探讨减小或消除误差的办法。
关键词:火焰切割机 尺寸误差 热变形
1 火焰切割产生零件尺寸误差的主要原因
引起数控切割下料产生误差的原因主要有钢板的热变形、操作工技术、支撑平台的平整度、设备精度、钢板表面锈蚀的程度等。
2 火焰切割产生零件尺寸误差分析以及针对性措施
钢板热变形在火焰切割中时刻存在着,减小热变形零件尺寸误差就能得到很大的改善。
操作工技术影响切割速度以及零件质量。支撑平台平整度和设备精度对零件尺寸影响最大,往往直接造成零件报废。钢板表面锈蚀影响切割质量和切割速度。
2.1钢板热变形引起零件尺寸误差
钢板热变形主要在细长零件上比较明显,通过多年的切割实践和总结,分析得出从以下三方面来减少热变形引起的零件尺寸误差
2.1.1绘制零件图形
绘制零件图形时,在零件长度方向加一个热膨胀补偿量(根据零件的不同选择不同的补偿量)。优点:直接补偿了热膨胀产生的零件尺寸误差,缺点:只适用于方形零件,其他形状不太容易补偿。
2.1.2细化排料工艺
从排料方面入手,细化排料工艺,针对易变性零件制定专门的排料工艺。
2.1.2公用边的使用
使用公用边可以减少切割时间,钢板摄入热量也跟着减少,钢板膨胀量相对减小,零件尺寸误差就会有相应的减小。如图一所示,不做公用边时两零件相邻两边AB和CD需要分别切割一次,使用公用边后,只需要切割AB边,而CD边就不需要在进行切割了。在减少零件误差的同时还提高了切割效率和板材利用率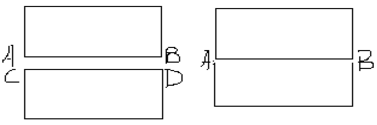
2.1.2合理的切割方向
根据实际情况确定合理的零件切割方向,先切孔,再切外形,先切割离钢板边缘近的边,尽量保证在零件切割接近完成点以前都必须使零件与钢板之间具有足够的连接刚度,才能保证零件的切割尺寸和精度,如:图二中 先切割内孔(1——6)再按照A、B、C、D、A的顺序切割外轮廓。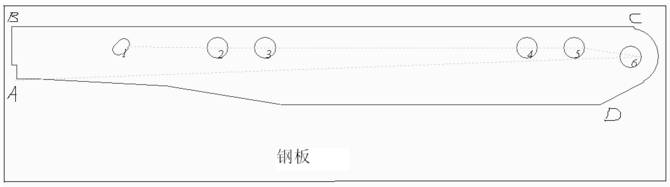
2.1.3合理零件布局和切割路径
通过合理的零件布局和调整零件切割路径来减小钢板变形产生的零件误差。如图三,把易变形的T型零件中间搭配不容易变形的小零件,减少局部受热过多的情况,减小热变形,保证零件尺寸。
细长零件集中排料时,采用错位切割达到减小零件变形的目的。如图四,切割完零件2后,切割第二列的零件3,时零件2有一定时间的冷却,再回过头来切割零件4,最大可能的避免了钢板局部受热过多,减小热变形,保证零件尺寸。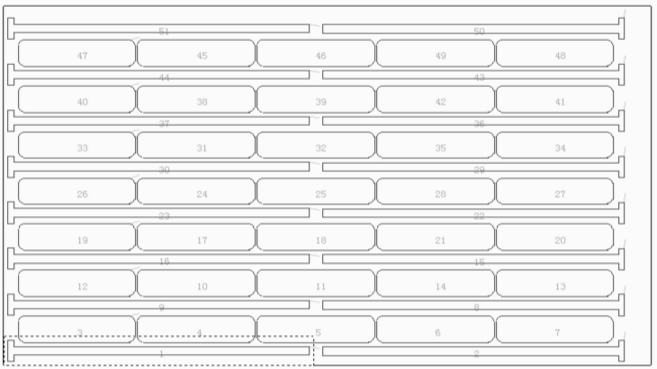

2.1.2设置间隔段
通过设置间隔段来减小钢板变形引起的零件误差(如图五)。A、B、C、D四处暂不切割,清台时在割断。优点:直接有效的减小零件变形,缺点:间隔段的设置增加了切割穿孔数量,增加切割时间,对割嘴的消耗增大,清台人员割断间隔段是会留下疤痕(如图六)。后期需要补焊打磨。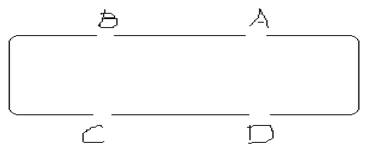

针对不同的情况选择使用合适的办法或几种办法结合使用来控制钢板变形才能起到明显的作用。
2.2数控操作工技术引起的零件尺寸误差
从理论上讲,在同一台设备,用同一个数控程序切割出来的零件应该是一样的。但实际并不是这样的,不同的操作工切割出的零件就不完全相同,有误差大小的区别,甚至用正确的程序切割出报废的零件。
根据钢板厚度,选择相应的割嘴,调节合适火焰,设置对应的割缝补偿,才有可能切割出合格的零件。下表为气割工艺参数表,以供参考。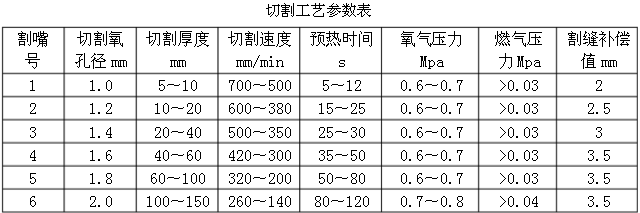
注:氧气纯度在99.5%以上。
2.3支撑平台引起的零件尺寸误差
支撑平台引起零件尺寸误差主要原因是支撑平台平面与数控切割机导轨面的不平行。 由于支撑钢板的工作平台在上料和卸台时常受到撞击磕碰,使支承钢板的工作平台平面容易形成与数控切割机导轨面不平行。这种不平行度严重时,也会造成切割机割炬与钢板不垂直,引起整个零件厚度方向的倾斜。
由于常年的火焰切割,支撑平台的插板会出现割损和熔渣粘连,造成支撑平台的局部不平,在零件切割过程中,零件局部悬空使零件产生倾斜,引起零件厚度方向局部倾斜,钢板厚度比较大时,零件尺寸会有大的误差。
2.4 设备精度引起的零件尺寸误差
设备导轨的精度直接影响切割零件的精度,定时保养设备,定时检查导轨的平行度、平面度等,把导轨精度引起的误差减到最小。
设备参数的保护,设备纵横参数一旦被改动直接后果就是大批零件的报废。操作工做好零件的自检,尤其是较大零件的自检,发现问题及时反映,能有效的发现此类问题。
3 结束语
针对不同的零件误差产生原因,采用各种方法配合使用,才能有效的减小误差,提高产品质量。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(12/8/2015) |
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|