|
赛灯熄灭,比赛开始,满档,230 匹马力的引擎发出如虎啸般轰鸣声,赛车手踩下油门重力前倾,2.6 秒后速度已至100 千米/ 每小时。5 秒之后,宝马新SUTER 以每小时200 千米的速度如雷鸣般飞驰在沥青赛道上。如此的神速,足以让任何一位保时捷赛车手们为之震撼。因为要达到如此性能,赛车手及摩托赛车都必须达到极高的水准——赛车手要为此付出超出常人的艰苦训练,而赛车必须配备高质量的系统保证其高速安全运行。 
图1 摩托车Moto3 的后轴:钛合金制的螺丝及螺母
瑞士SUTER 摩托赛车制造商工程师Roger Sutter 先生解释说,“我们最大的挑战,莫过于如何在保证赛车强度、速度、安全的同时车身更轻。重量我们必须计算到克。”为了达到这种平衡,使用钛合金制造摩托赛车,已成大势所趋。
“钛兼具良好的刚性及轻质的优点,但是轻质金属是属于较难加工材质,如何找到可以高效加工此材料的配套工具对于我们来说是一大难点。”
瑞士KAISER 精密刀具生产总监Hansueli Looser 先生补充道:“我们从客户那里也越来越多地收到有关加工钛合金或铬镍铁合金的投诉,客户抱怨刀具使用寿命如此之短,实在令人无法接受。”
图2 位于瑞士Hasle-Ruegsau 巴索总部300 平方米的技术中心
“导致这个结果的主因,是加工过程中产生的振动。事实上,解决方法很简单,”Hansueli Looser 先生说,只要正图1 摩托车Moto3 的后轴:钛合金制的螺丝及螺母确地将刀具与切削液完美结合,在钛合金等难加工金属的加工上,就能延长刀具寿命,缩短加工时间。即,选择防振刀具,找到最佳刀片,便可减少摩损,而选择正确的钛合金加工切削液进行加工冷却,可以最大程度地减少摩擦力的产生、提高加工质量。
迄今为止,在钛合金加工中,甚少有相关的研究,所以很多制造商虽有相同的问题,但对此却一筹莫展。其实,瑞士巴索润滑有限公司在此领域已有研究。对于制造商而言,刀具及金属切削液的费用只占一台新机床的极小一部分,因此制造商不会专注于金属切削液对于不同材质工件加工与刀具的巨大影响,也很容易低估正确的切削液对于工件加工的影响,更有甚者,他们认为切削液只是切削过程中增加企业加工成本的魔鬼。巴索瑞士润滑有限公司技术中心总监Christoph Wüthrich 先生强调,“在此行业,切削液的选择至关重要!”
巴索技术中心
走进设立于瑞士Hasle-Rüegsau 巴索总部的技术中心,也就解开了何以金属切削液在加工过程中如此重要以及对于机械加工工艺的影响。
“在这300 平方米的中心,巴索公司需要根据客户的加工工艺及工件进行针对性的测试,此类研究测试就如同‘在草剁中寻觅一根针’般艰苦,因为不同性能的金属切削液由不同的添加剂配制而成。”Christoph Wüthrich先生介绍说。
来自五家不同品牌的金属切削液公司及数家刀具竞争对手公司的产品,在瑞士KAISER 公司进行了对比测试——用不同厂家的刀片搭配不同品牌切削液,考察哪一组合将有效延长刀片的使用寿命。所有测试,统一在制造商指定使用的钛合金工件上进行加工测试。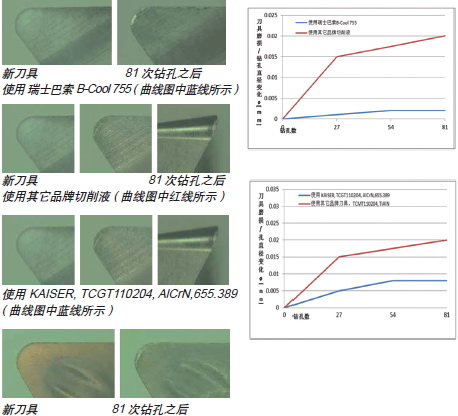
图示: 使用瑞士巴索 B-Cool 755 配瑞士KAISER 655.389 刀具与其它品牌对比。刀具:KAISER,TCGT110201,AICrN, Art. Nr.655.389;材质:钛合金,Ti6A14V, 3.7164孔直径:21 – 26 mm;铰孔深度:51mm;Vc: 120m/min;fn:0.1mm/u使用其它品牌刀具,TCMT110204, TiAlN ( 曲线图中红线所示)
测试结果正如同当初判断一样,不同刀片,测试结果相差甚远,相同条件下,最合适的刀片使用寿命可提高20 倍;而最好的切削液明显延长刀具寿命。
测试最后优胜的组合为:巴索的B-Cool 755 与KAISER 的655.389 刀片,效果不同凡响。刀片磨损只有0.002mm,结果是在完成81 个、51mm 深的镗孔之后,镗孔的速度保持在120m/ 分钟(此速度在钛合金加工中,属于高速加工)。
小结:
选择正确的金属切削液对于刀具的使用寿命起决定作用,对于相同材质的工件,使用寿命可以增加至15 倍。至于刀片方面,则具有戏剧性的差异,即使使用相同的金属切削液和切削参数,刀具使用寿命依然有20 倍的差异。(end)
|