|
激光打标机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
塑料标刻应用中,激光光源该如何选技与调整 |
|
|
作者:深圳市杰普特电子技术有限公司 |
|
市面常见的激光器分为几种,分别为紫外光激光器、绿光激光器、红外光激光器,而红外光又分近红外光(如波长1064nm的YAG激光器,光纤激光器)和远红外光(如波长10640nm的CO2激光器)。
目前公认的塑料标识原理有以下两种:
“冷加工”是指利用具有很高负能量的光子,能够打断材料(特别是有机材料)或者周围介质内的化学键,让激光与材料之间发生非热效应破坏,对被加工物的表面和附近区域不产生加热或者热变形等作用。这种“冷加工”在激光标记加工中具有特殊的意义
而上文曾提到“足够短的波长能使材料分子解离,导致颜色变化,是最完美的效果”,所说的就是“紫外光激光器”(波长355nm)所能达到的效果。
“热加工”是指将具有较高能量密度的激光束(集中的能量流),照射在被加工的材料表面上,让材料表面吸收激光能量,然后在照射区域内产生热激发过程,从而使材料表面(或者涂层)温度上升,产生变态、熔融、烧蚀、蒸发等现象。
“热加工”常用的激光器是波长为1064nm的激光器,如YAG激光器,光纤激光器等。随着科学技术的发展,现在的红外光激光器已可灵活的控制一些激光参数,通过调整这些参数,在某些材料上能打出不输于紫外光激光器做出来的效果。另因光纤激光器相对于传统激光器来说,有着不可比拟的优势,如体积小,重量轻,稳定性强,免维护,采用风冷技术,光束质量好等。下面将着重说明1064nm波长的光纤激光器。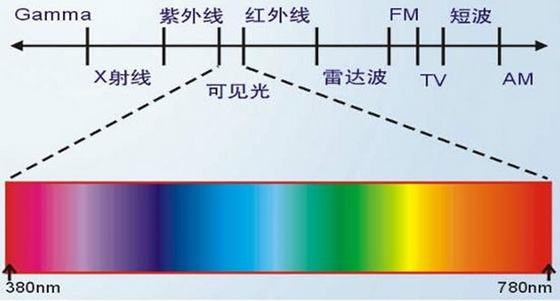
1064nm光纤激光器参数调整对塑料标识的影响
①脉宽
脉宽全称为激光脉冲宽度,是指一束光作用在材料表面的时间,因此是一个时间衡量参数。对于塑料来说,激光作用在表面的时间长短非常重要:太短的时间,则没有足够的能量发生反应,只有一些很淡的、起泡的浅色标记;过长的时间又会出现严重碳化、烧蚀裂缝等现象。因此选择一个恰到好处的脉宽,才能使塑料表面发生适当的变化,得到我们想要的效果。激光脉宽是否可调节成为了一项判断激光器能否很好的处理塑料产品的很重要的参考条件。
②频率
频率又叫激光重复频率,意指每秒钟激光发射出多少束光。通常激光频率的高低,对应着激光扫描速度的快慢。但是,频率越高也代表着每束光之间的间隔越短,塑料是一种热的不良导体,散热性能通常都不太理想,过高的频率会产生热积累,这种热积累并不是我们想要的,它会使材料及介质周边出现“热损伤”,不该标刻的地方也会出现气泡、熔融再冷固、烧蚀下陷等现象。因此,加工时应根据每种塑料对应的熔点的不一样,选择合适的频率,来达到效果与效率兼得。对于激光器来说,拥有足够的激光频率调节范围会给塑料标刻带来更大的可能性。
③光束质量
光束质量M2是激光器重要的参数,是激光发出的实际光束与理论计算的光束质量之间的比值,这个比值越接近1越好,数值越大意味着光束质量越差,它的好坏最直接的影响就是激光通过聚焦后的能量分布,优秀的光束质量会让激光聚焦之后集中且均匀,差的光束质量聚焦后偏大且发散。M2越差那么有效可用的热能就会较少,多余的热能就会致使塑料标刻的产生我们不想要的“热影响区域”,使效果更趋向于差的方向。
④峰值功率
激光峰值功率是指一束光瞬间能达到的最大功率,越高的峰值功率,则有效可用的激光能量就越多,相对应的产生的余热就越少,能使材料在不变形,不熔化的状态下发生汽化或者碳化。其机理与光束质量有点类似。
综上所述,对于塑料这种材质而言,加工时可选的激光光源有多种,紫外光、绿光、红外光都能胜任,而当我们决定选择使用1064nm的红外光激光去做塑料标刻时,如果这个激光器能拥有脉宽调节功能、较大的频率调节范围,同时光束质量能足够好,峰值功率足够高,这样更易于调出一个满意的效果。(end)
|
|
| 文章内容仅供参考
(投稿)
(8/26/2015) |
对 激光打标机 有何见解?请到 激光打标机论坛 畅所欲言吧!
|