|
注塑机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
汇川自动化产品在全自动吸塑机中的应用 |
|
|
newmaker |
|
吸塑机(又叫热塑成型机)是将加热塑化的PVC、PE、PP、PET、HIPS等热塑 性塑料卷材吸制成各种形状的高级包装装璜盒、框等产品的机器。目前常见的产品有:日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装、电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包 装、文具用品吸塑包装等。其对控制系统的要求是保证操作方便、机械动作和温度控制精度高、生产时间短、在同等生产条件下尽可能节约机械的耗电量。
吸塑机工作原理:吸塑成型又叫热塑成型,这种成型工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、 APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩、吸塑托盘、泡壳等。
其主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片 及配以真空装置等构成;以气动装置为主动力源,其拉片、上模、下模、切刀采用电动、丝杆传动,中间继电器,行程开关等电器组成全自动控制系统。
汇川系统架构:汇川全自动吸塑机控制系统采用10.4寸HMI触摸屏,H2U 3232 PLC加7个16点输出模块控制112个电炉加热块加热,1KW伺服驱动切刀动作,两个5.5KW伺服分别驱动上下模;一个3KW伺服控制系统走片。
汇川系统架构
工艺要求:根据控制系统的工艺需求,系统需要控制四个伺服运行,其中上模伺服,下模伺服和拉片伺服运转精度要求在0.05mm。同时PLC在控制电炉加热时,需要采用PWM的形式控制加热,便于满足在生产不同产品时的相同时间内达到不同温度控制的需求。为了方便客户生产不同产品,其生产的过程参数需要保存下来。
汇川控制方案:根据客户的实际工艺需求,我们采用IS620P系列伺服和H2U 3232MTQ PLC加7个16点输出模块控制和10寸IT5100T HMI,完成了客户控制需求。
1)通过HMI的配方功能,将客户的生产工艺参数全部保存在配方下,单机HMI最多可以保存32组配方,同时我们的HMI还支持USB保存功能,通过U盘可以实现数据海量保存。
通过HMI的配方功能可将客户的生产工艺参数全部保存在配方下
2)通过伺服运行位置模式,可以实现精确的定位控制功能,通过现场实际的测量我们的控制精度可以达到在5个脉冲之内。
3)通过PLC的定时脉冲和计数器实现了可调式的脉冲输出。参考程序如下: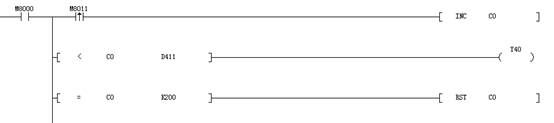
通过PLC的定时脉冲和计数器实现了可调式的脉冲输出
4)通过断电保持寄存器和计数器可以实现系统在自动模式无人操作下,可以自动加工,当产量完成时自动停止运行,并报警。参考程序如下: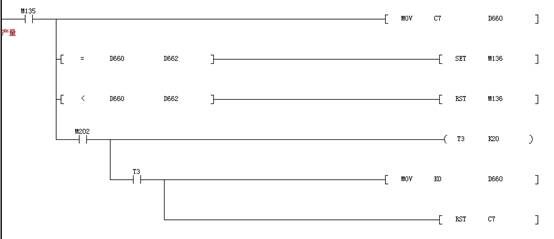
通过断电保持寄存器和计数器可以实现系统自动加工
结束语:该系统采用全伺服控制,与传统气缸和变频器控制系统相比较,系统的控制精度有了全面提高;提高了产品的成型质量;同时也降低系统的噪声;取消了定时器,降低了系统的成本。
在PLC通过脉冲的方式控制伺服时,需要做好脉冲的干扰处理工作,若处理不当,直接影响伺服控制精度,同时也会影响设备结构,因此我们建议使用屏蔽双绞线做控制。(end)
|
|
| 文章内容仅供参考
(投稿)
(8/17/2015) |
对 注塑机 有何见解?请到 注塑机论坛 畅所欲言吧!
|